- Productos
- Soldadura en pasta
- Flux líquido y en pasta
- Soldadura en alambre
- Soldadura en barra
- Aleaciones de soldadura
- Materiales de soldadura adicionales
- Libre de Halógenos
- Materiales de soldadura para la industria LED
- Materiales de soldadura para la Industria Automotriz
- Materiales de soldadura para Militar y Aeroespacial
- Servicios
- Soporte
- Hojas de Datos
- Noticias
- Contacto
- Acerca
Por Tim O’Neill, Technical Marketing Manager
Deja de ajustar las impresiones del plano de tierra y comienza a ajustar las impresiones de I/O.
¿Podrías creer que los vacíos (voids) de los planos de tierra en QFNs podrían reducirse a más del 50% sin costo y con una simple modificación en la apertura del esténcil? No sería la modificación en las aperturas de los pads de tierra en donde los vacíos son problema, sino en las aperturas de entrada y salida (I/O). Nosotros tampoco lo creíamos. Por lo que profundizamos más antes de presentar a lo que ahora llamamos: la modificación de apertura “AIM I/O”.
En los Tech Tips, informamos una reducción dramática en los vacíos cuando los pads QFN I/O se dejaron sin pasta, pero no se termina ahí, gracias a que se observó este indicio seguido de varios experimentos, nos llevaron a una técnica efectiva y repetible de mitigación de vacíos, pero no mencionamos exactamente cuál diseño de apertura I/O era. ¡Es una simple sobreimpresión en las puntas terminales!
En el experimento tomamos 3 diferentes dispositivos MLF y aplicamos 4 niveles de sobreimpresión a cada uno. Las sobreimpresiones se midieron en distancias simples: 0 (1: 1 con pad), 10, 20 y 30mil, extendiéndose desde las puntas terminales como se ve en la Figura 1. Estas pequeñas sobreimpresiones deben retirarse fácilmente en el horno de reflujo sin formar bolas de soldadura, especialmente con pasta de soldadura libre de Plomo.
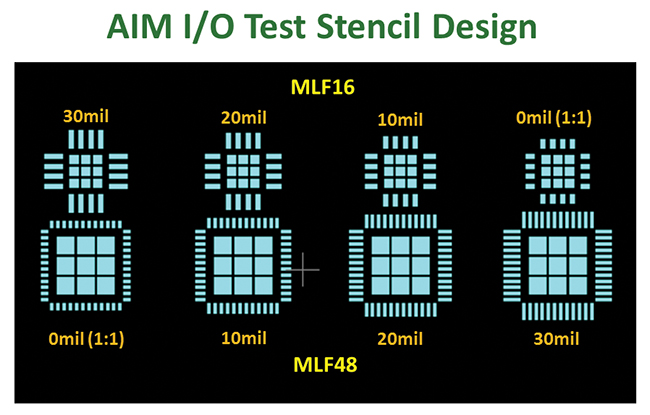
FIGURA 1. Prueba de diseño de esténcil.
La Figura 2 muestra el efecto de la sobreimpresión en la formación de vacíos en tres tamaños diferentes de QFN: 16, 32 y 48 I/O. La caída en el número de formación de vacíos fue dramática y nos sorprendieron los resultados.
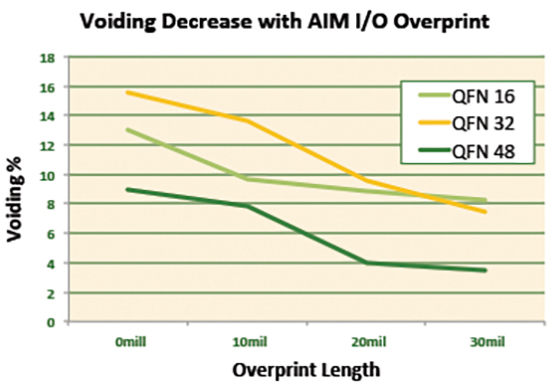
FIGURE 2. La formación de vacíos disminuyó con el aumento de la sobreimpresión
Los vacíos se redujeron consistentemente en 1/3 o más, simplemente aumentando el volumen de pasta de soldadura en los pads de I/O. La siguiente pregunta obvia es “¿qué está causando estas reducciones dramáticas y repetibles de vacíos?” Desafortunadamente, no es posible mirar dentro de un horno de convección durante el proceso de reflujo para observar lo que está sucediendo en tiempo real, en depósitos de soldadura por minuto. Así que hemos examinado la evidencia física y desarrollado una teoría sobre lo que mejoró la desgasificación durante el proceso de reflujo.
Nuestra teoría se muestra en la Figura 3. Creemos que, debido a que las áreas I/O están en el perímetro, alcanzan la temperatura de punto líquido antes del pad central. A medida que se derriten, las sobreimpresiones se unen en los pads de I/O, levantando el componente por un muy corto período de tiempo, el tiempo entre la fusión externa y la fusión interna. Tan pronto como la impresión en el pad central se derrite y se humedece, el paquete colapsa la soldadura. Creemos que levantar momentáneamente la tapa formada por el componente permite una desgasificación rápida y / o el colapso del componente en sí mismo empuja el gas hacia afuera al comprimir la soldadura líquida debajo de él.
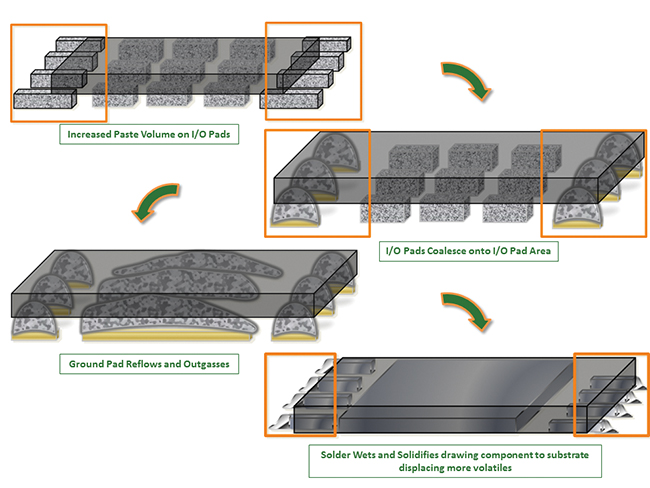
FIGURA 3. Teoría de reducción de vacío en el pad central
En nuestros experimentos, la altura de separación parecía ser establecida por el pad central. Las diferentes longitudes de sobreimpresión no afectaron sustancialmente las alturas de separación. La soldadura adicional que se imprimió en el pad I/O migró hacia las puntas terminales y se puede visualizar como áreas más oscuras en los rayos X. Creamos 5,760 uniones de soldadura en esta última ejecución, y no se observaron cortos o bolas de soldadura en ninguno de los dispositivos, incluso con la sobreimpresión de I/O de 30mil.
Deliberadamente no hicimos nada elaborado en estas pruebas. Utilizamos nuestros materiales de prueba estándar y lo configuramos, con una popular soldadura en pasta SAC305 tipo 4, no clean, impresa con un esténcil de acero inoxidable premium de 4mil (100μm) con un nano revestimiento de fluoropolímero en nuestra habitual tablilla de prueba PCB2009. Se utilizó un perfil de temperatura ramp-to-spike o lineal. La mayoría de los perfiles de reflujo que reducen vacíos incorporan exposición térmica prolongada o zonas de remojo para promover la volatilización del flux antes de que la aleación alcance temperaturas de líquido. El objetivo de este estudio fue aislar y evaluar la eficacia de la sobreimpresión de pasta de I/O; Por lo tanto, utilizamos el perfil térmico menos tolerante.
Los resultados de rayos X se analizaron tanto visualmente como con software estadístico. La Figura 4 muestra las imágenes y los datos para el 48 I/O QFN. “Ver para creer” y las radiografías ofrecen la evidencia visual más convincente de que esta técnica funciona y funciona bien en la mitigación de vacíos. Las estadísticas cuantifican el impacto de la sobreimpresión de I/O en los niveles de formación de vacíos, reforzando las imágenes visuales con números sólidos.
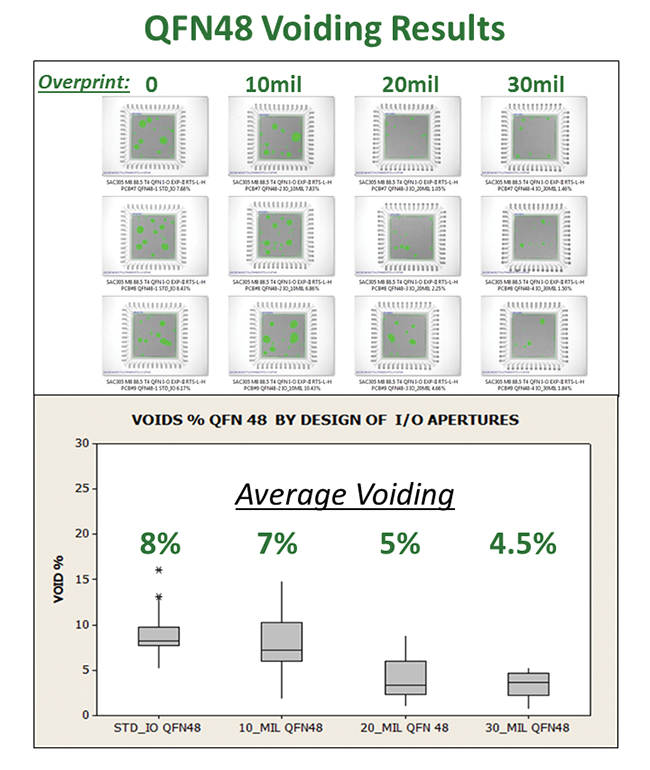
FIGURE 4. Imágenes y datos estadísticos para un QGN 48- I/O
Armados con estos datos convincentes, nos embarcamos en una gran cantidad de análisis y experimentos. Estamos buscando relaciones matemáticas, diferenciales teóricos de altura, masas de componentes, volúmenes de soldadura sólida y relaciones de área en pads, volúmenes y líneas de filete. Más áreas de investigación vienen a nuestras mentes casi todos los días y estamos enfocados en nuestro próximo diseño de experimentos:
• ¿Qué sucederá si probamos una pasta diferente?
• ¿Una pasta soluble en agua logrará un resultado similar?
• ¿Un perfil de remojo (soak) reducirá aún más los vacíos? ¿cuánto más?
• ¿Cambiar el volumen de la soldadura en pasta en los planos de tierra, reducirá aún más los vacíos? ¿Podemos ahora agregar más pasta a los planos de tierra para lograr un mejor desempeño?
• ¿Se puede refinar aún más el diseño de apertura del pad I/O para proporcionar más beneficios?
• ¿Podemos lograr el "punto justo"?
Estamos entusiasmados de seguir desarrollando esta técnica, ya que actualmente está en primeras etapas. Tenemos mucho que aprender al respecto, particularmente en términos de optimización de diseño..
Entonces, ¡eso es todo! No hay necesidad de preformas costosas o perfiles elaborados o atmósferas de reflujo inerte. Simplemente aumentar el volumen en los pads de I/O pueden ser la clave de uno de los remedios de vacíos más efectivos y fáciles de usar, que proporciona una mejora significativa a la frustración posiblemente más común en cada piso de producción SMT en todo el mundo. Y, lo mejor de todo, ¡ES GRATIS!
Publicado en CIRCUITS ASSEMBLY



