- Productos
- Soldadura en pasta
- Flux líquido y en pasta
- Soldadura en alambre
- Soldadura en barra
- Aleaciones de soldadura
- Materiales de soldadura adicionales
- Libre de Halógenos
- Materiales de soldadura para la industria LED
- Materiales de soldadura para la Industria Automotriz
- Materiales de soldadura para Militar y Aeroespacial
- Servicios
- Soporte
- Hojas de Datos
- Noticias
- Contacto
- Acerca
La viscosidad de la pasta puede mostrar por qué la soldadura se comporta de manera distinta en diferentes condiciones.
La viscosidad y la tixotropía no son palabras que se escuchan en una conversación casual, pero son características materiales muy comunes que encontramos en nuestra vida cotidiana.
La viscosidad se define como la resistencia de un fluido al flujo, pero se le conoce más comúnmente como el "espesor" de un fluido (fluye lentamente como el aceite de motor) o la "delgadez" (fluye fácilmente, como el agua). La tixotropía, por otro lado, es una propiedad única en la que la viscosidad cambia con las fuerzas que se le aplican de forma no lineal. La tixotropía es una característica fundamental de la pintura, la pasta de dientes, el esmalte de uñas y la pasta de soldadura.
Los materiales tixotrópicos también se conocen como fluidos no newtonianos, debido a su respuesta no lineal a las fuerzas aplicadas. (Los fluidos newtonianos tienen una respuesta constante o lineal a la fuerza aplicada, con aire y agua como buenos ejemplos). El efecto de los esfuerzos de cizalla en materiales tixotrópicos puede producir diferentes resultados, dependiendo de la fuerza, velocidad y duración de las fuerzas, que generalmente se expresan como tensión cortante, velocidad cortante y tiempo. Un ejemplo común de cómo reaccionan los materiales al adelgazamiento por cizallamiento incluye la pintura para paredes; La cizalla de la pintura se adelgaza cuando se pasa la brocha o del rodillo para facilitar el flujo y para rellenar imperfecciones, pero se espesa rápidamente para evitar escurrimientos y goteos.
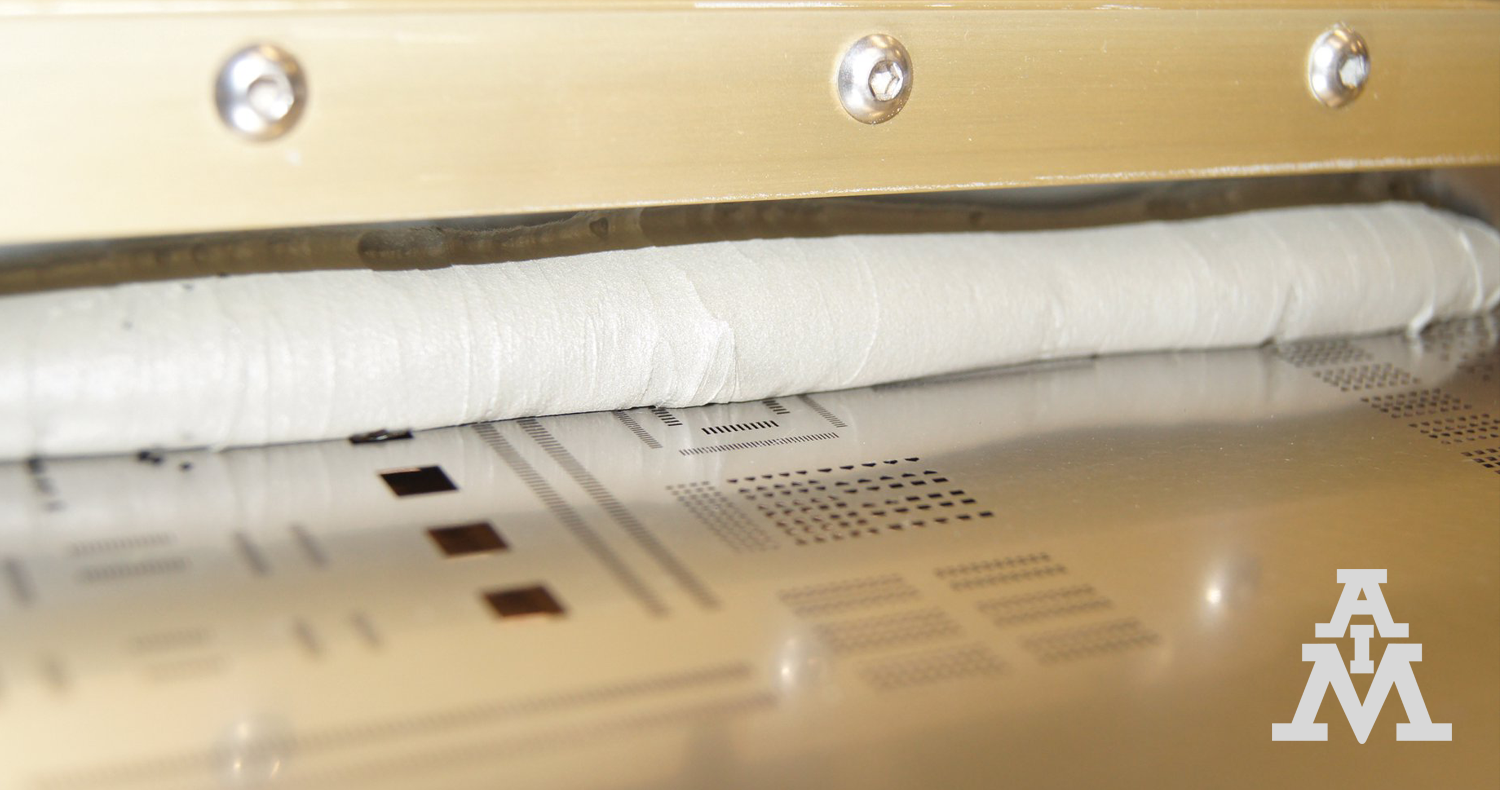
La soldadura en pasta se parece mucho a la pintura en este sentido, ya que cuando la pasta pasa delante de la hoja de la espátula de goma, el rodillo introduce la tensión de corte que reducen la viscosidad para permitir que la pasta fluya y llene las aberturas del esténcil. Una vez que pasa la espátula de goma, la energía se disipa y la pasta de soldadura vuelve a su estado original. En este estado, es lo suficientemente grueso para mantener la forma de la abertura después de que se levanta el esténcil y se completan los procesos de impresión. Cuando los componentes se colocan sobre la pasta, se deforma bajo la presión de colocación para aceptar y retener los componentes, pero nuevamente mantiene esa forma hasta que ocurre el reflujo.
La FIGURA 1 ilustra esta respuesta de dos pastas de soldadura diferentes bajo tensión cortante. La pasta A tenía una viscosidad inicial más alta y se adelgazó más fácilmente en respuesta al cizallamiento. La Pasta B comenzó con una viscosidad inicial más baja y se adelgazó menos a medida que aumentó la fuerza de cizallamiento. Debido a que la reacción de la Pasta B a los cambios de cizallamiento no es tan pronunciada como la de la Pasta A, tenía una ventana de proceso más amplia y funciona de manera más consistente a diferentes velocidades y presiones de la espátula de goma que la Pasta A.
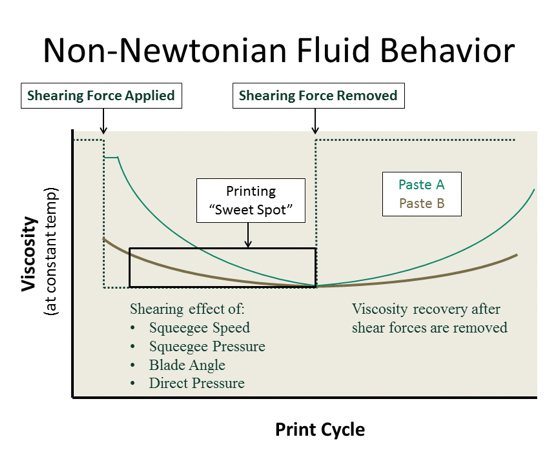
FIGURA 1. Ilustración del comportamiento tixotrópico.
A medida que los diseños de PCB se vuelven más diversos y las empresas adoptan modelos de fabricación ajustada, los ingenieros de procesos tienen menos tiempo para optimizar los parámetros de impresión para diferentes productos e impresoras. El mercado exige que los desarrolladores de soldadura en pasta produzcan fórmulas de pasta que ofrezcan un rendimiento constante en una amplia variedad de condiciones de impresión. Ya sea una línea de prototipo de bajo volumen o una línea de gran volumen y alta velocidad, la soldadura en pasta debe proporcionar ventanas de proceso amplias, eficiencia en transferencias repetibles y maximizar los rendimientos de los primeros pases de prueba.
Las líneas de producción de gran volumen y alto rendimiento requieren altas velocidades de impresión y, como resultado, una mayor presión en la espátula de goma para lograr una impresión "limpia". El aporte de energía adicional disolverá la química de la pasta más fácilmente que una condición de impresión de baja velocidad y presión, y sin embargo se espera que la pasta proporcione el mismo nivel de rendimiento en ambos escenarios. Por lo tanto, una pasta de soldadura espesa que responde bien a una entrada de alta energía puede funcionar bien en una producción de alto volumen, pero el rendimiento puede reducirse en un entorno de mezcla alta y baja velocidad.
La TABLA 1 muestra las viscosidades típicas de varios líquidos, tanto newtonianos como no newtonianos, y las viscosidades iniciales de las pastas de soldadura de diferentes generaciones.
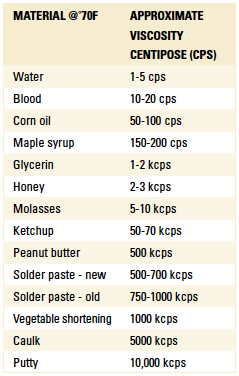
TABLE 1. Typical Viscosities of Fluids in Ambient Environments.
Puntos clave que recordar al considerar las pastas de soldadura de menor viscosidad:
No asuma que la baja viscosidad inicial es un indicador de mala calidad o desprendimiento. Muchas de las nuevas formulaciones son pastas de "ventana ancha" que pueden hacer que las operaciones sean más robustas y rentables.
Las evaluaciones visuales de la viscosidad son obsoletas. Si se utiliza la viscosidad como procedimiento de evaluación de entrada, debe medirse en un viscosímetro y compararse con la especificación del fabricante de la pasta de soldadura específica.
Reconsiderar el uso de equipo de acondicionamiento de pasta. Estas máquinas generalmente giran o agitan la pasta de soldadura para reducir la cizalla y prepararla para imprimir. Están pensadas para acomodar pastas de soldadura más rígidas y son innecesarias con las pastas de soldadura de menor viscosidad, listas para imprimir.
El punto ideal de las pastas de soldadura modernas de baja viscosidad con propiedades tixotrópicas más estables es mucho mayor que el punto clave de las soldaduras en pasta de alta viscosidad y más tixotrópicas de la generación anterior. La próxima vez que evalúe las pastas de soldadura y abra un frasco con baja viscosidad inicial, no salte a la conclusión de que se diluirá demasiado y hará más difícil su trabajo.
A veces es bueno ir con la corriente y aceptar los cambios necesarios para evolucionar y prosperar en un entorno de producción de rápido desarrollo.
Escrito por Karl Seelig, Vice President Technology y Tim O’Neill, Technical Marketing Manager

Download:



