Abstract
From the Apple™ Watch and body cameras for law enforcement to virtual reality hardware and autonomous transportation, the demands and opportunities for electronics to improve our lives are only limited by our imagination. The capability of existing PCB assembly technology needs to advance rapidly to meet the mission profile of these new devices. The demand common to all of these devices is increased functionality in a smaller space. For the solder paste manufacturer, this path inevitably leads to incorporating finer metal powder into solder paste to facilitate ultra-fine pitch printing. In this study, we will evaluate the benefits and implications of finer mesh solder powder on critical aspects of solder paste performance.
Type IV, V, VI SAC305 solder powder will be tested and their characteristics in several key areas will be measured and studied. The key variables will be print transfer efficiency and performance stability over time.
The goal of the study will be to measure the benefits derived from smaller particle size and quantify the negative implications. With this information, the assembler will know how to apply their resources to ensure the most robust process and optimized performance.
Background
The study represents a natural progression of our 2011 study in which the benefit of incorporating Type IV (T4) solder powder into solder paste versus the largely incumbent Type III (T3). Results from this study indicated that T4 powders provided a modest improvement in volume consistency versus T3. The conclusion was that other variables including paste formulation, stencil coatings and understencil wipe materials could have as significant impact on transfer efficiency performance as powder mesh size. As print features continue to miniaturize, there is drive for further reduction in mesh size to accommodate ever decreasing aperture size as well as increasing aperture density. This study will help to define the transfer efficiency advantages of reduced mesh size of and between T4, T5 and T6 SAC305 solder powders and to identify any compromises that may arise from reducing the mesh size. In order to frame the challenge of reducing the mesh size of solder powder in solder paste, it is important to understand the key considerations in making such a change. As described in detail in the article ‘Solder Paste Powder: When to Downsize’ - “Particle size drops off quickly at Type 5 to 10-25um, however, and while the solder paste’s fine feature print capability is dramatically improved, the effects of the surface oxides can start to factor in: shelf life may be affected, and the potential for reflow coalescence problems are increased.” These conditions are further exacerbated by T6, T7 etc. The JEDEC standard for particle size is shown in TABLE 1.
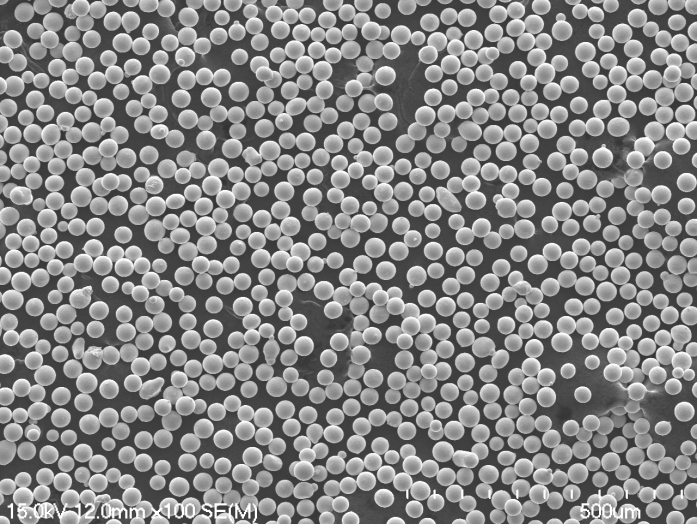
FIGURE 1. An example of Type 4 solder spheres
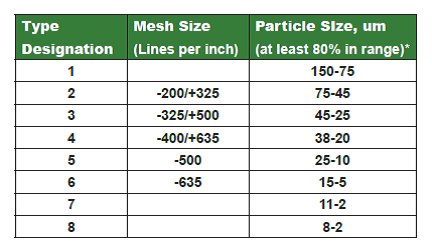
TABLE 1. JEDEC Standard
FIGURE 2 clearly demonstrates the extraordinary difference between the average Type 3 and Type 6 solder sphere.
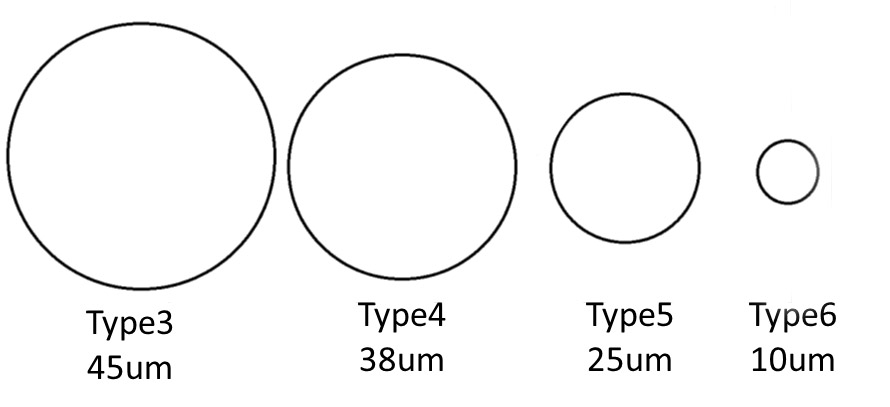
FIGURE 2. A comparison of average sphere size in a given powder type
There are two long held tenets of solder paste printing, the ‘5 Ball Rule’ and 0.66 area ratios. The 5 Ball Rule indicates that the smallest aperture that can be printed by a given mesh size is 5x the largest solder sphere for a given mesh size. In the case of T5 powder this would be 4.5mil aperture, and for T6 it would be 2mil and so on. Similarly, area ratio calculators indicate that any stencil aperture with area ratios less than 0.66 are on the edge of the performance window and additional strategies or a redesign needs to be incorporated to ensure consistent print performance. This study will reveal if these rules are applicable with Ultra Fine Powder (UFP) pastes and if they have to be reconsidered.
Finally, it is important to consider the advancements in solder paste chemistry technology, stencil foil, coating and mounting technology as well as printer and solder paste inspection technology. All of these advancements are occurring in parallel and are undoubtedly shifting the existing paradigms and advancing the print process.
Experimental Method
The test vehicle (TV) selected for the solder paste print study was the Jabil Solder Paste Evaluation Board that is commercially available from a leading dummy component and test kit supplier. The TV, shown in FIGURE 3. was chosen specifically for the range and depth of test points specific to transfer efficiency. It is very thoughtfully designed with many test-friendly characteristics:
- Print-to-Fail (PTF) patterns that combine pad sizes ranging from 3 to 15mils with shapes including circular, square and rectangular pads, defined with both copper and solder mask
- 0.4 and 0.5mm BGA patterns
- Slump patterns from 10 to 4mil (0.25 to 0.1mm) spacing
- Markings on the PCB are etched in copper rather than silkscreened with ink to eliminate the stand-off effect of PCB nomenclature
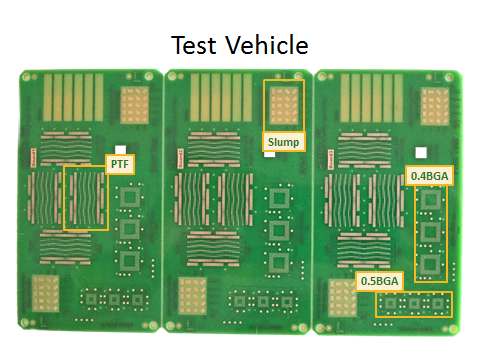
FIGURE 3. Jabil Solder Paste Evaluation Board
The TV was modified for this project by removing the 3, 4 and 5mil pads from the PTF patterns. The smallest feature size tested in this study was 6mil. The smaller features would add cost to the TV, would not provide useful insights when printing with a 4mil stencil foil, and would be challenging to measure accurately and reproducibly using current SPI technology. 300 panels of the modified design were fabricated by Tech Circuits specifically for this test run. The data was collected using a new panel for each print. No PCBs were cleaned and reprinted.
The pad and aperture sizes, area ratios and theoretical volumes are shown in FIGURE 4.
Pad Sizes, Area Ratios and Theoretical Aperture Volumes - 4 mil Foil
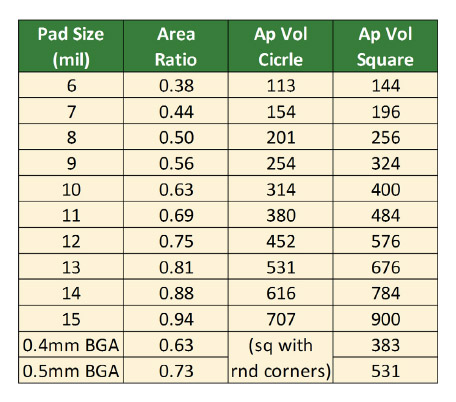
FIGURE 4. Pad and aperture sizes, area ratios and theoretical volumes.
The bridging/slumping test patterns are shown in FIGURE 5. Each pattern offers opportunities to assess slump in horizontal, vertical or angular positions in at line/spacing resolutions from 0.1 to 0.25mm. The PCB contains two sets of patterns; one set per board (3 per panel) was read for each print, approximately 10-20 minutes after the print. The laboratory environment was consistently controlled at 25.4°C (77.4°F) and 59% RH. The slump patterns were photographed and the locations of any bridges were noted as part of the data collection process.
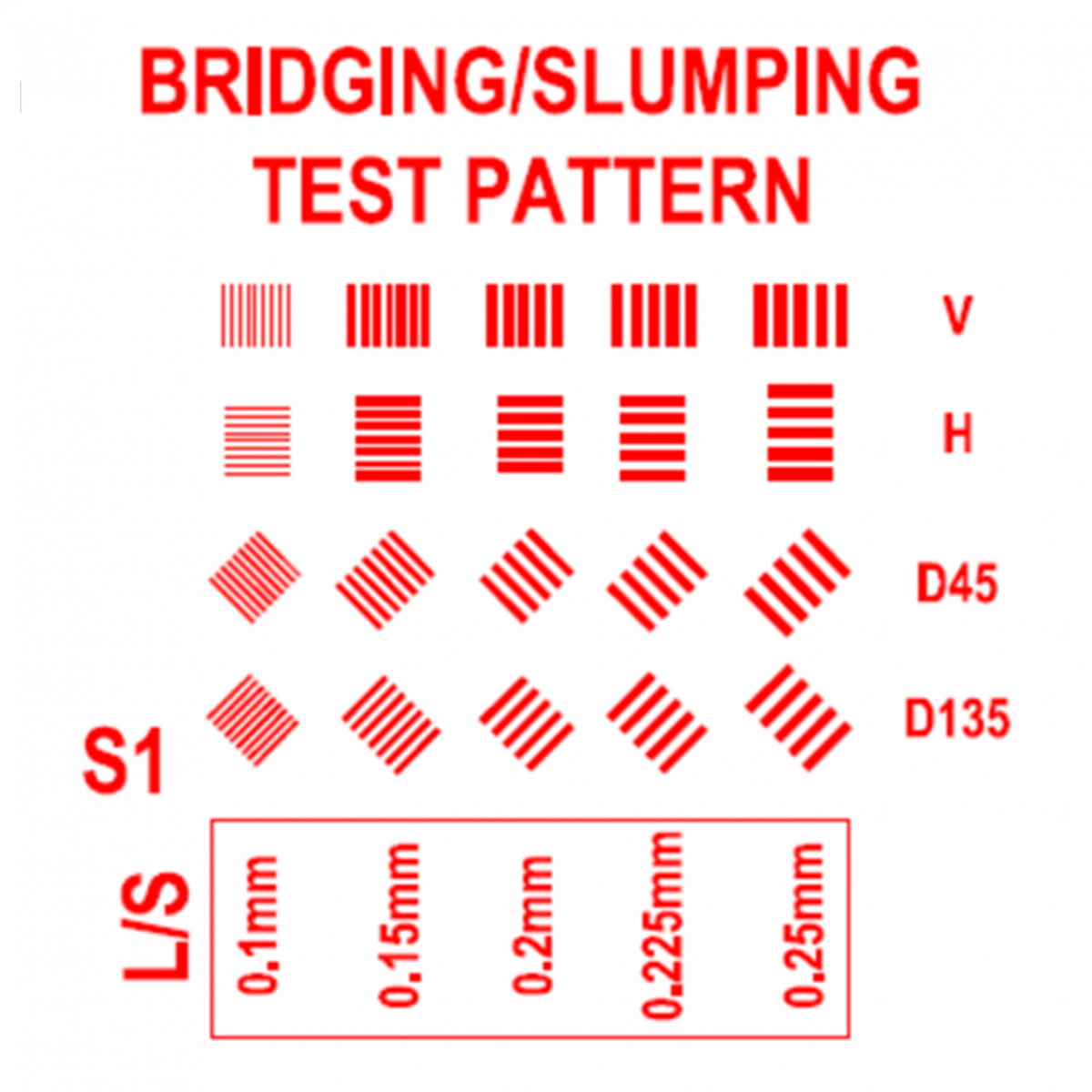
FIGURE 5. Slump Test Pattern
The stencils employed current state-of-the-art technology that would typically be used for ultra-fine feature applications which would demand finer powder solder pastes. They were cut from fine grain stainless steel on a modern, diode laser by a high-quality, US-based stencil supplier who then applied a proprietary polymer nanocoating. Three identical stencils were produced; one was used to perform some pre-screening test runs, and two new ones were used in the actual print tests. All apertures were sized one to one (1:1) with the test pads, with no reductions on any apertures.
The test equipment included a new printer, SPI machine and video microscope in the AIM Applications Laboratory located in Juarez, Mexico. The test area is climate controlled and can be manipulated to simulate production environments around the globe. Test conditions were optimized at 25.4°C-78°F at 59%RH for these tests, and recorded twice daily.
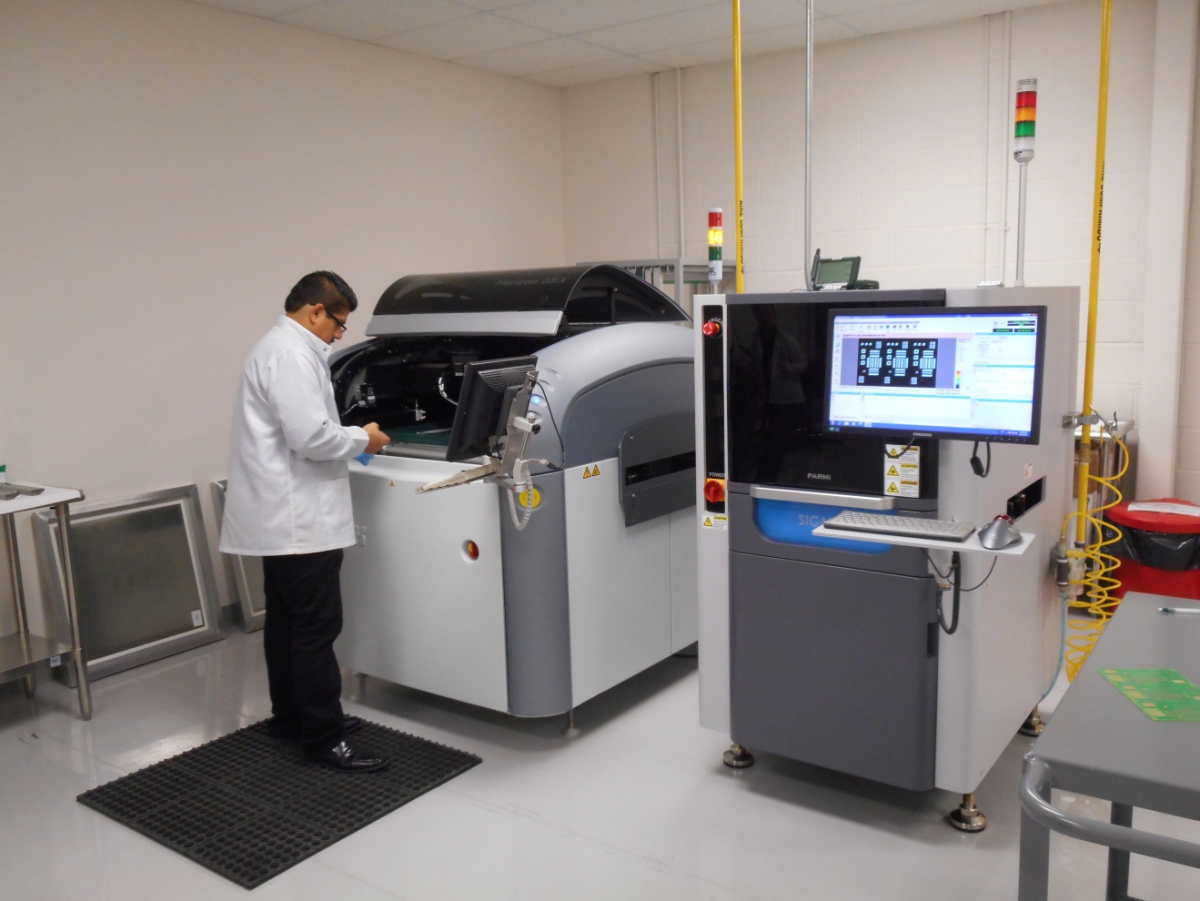
FIGURE 6. AIM Application Lab
The facility is staffed with full-time SMTA Certified process engineers with over 50 years of combined experience in SMT assembly processes. FIGURE 6 shows the laboratory manager preparing the DEK Horizon printer and Parmi Sigma X machine for the test run.
The print parameters were as follows:
- Squeegee speed: 40mm/sec (~1.6 in/sec)
- Squeegee pressure: 10 kg (~1.5 lb/in on 14" blades)
- Separation speed: 1mm/sec (~0.040”/sec)
- Separation distance: 3mm (~120mils)
- Under wipe sequence: Wet-Vacuum-Dry (WVD), using DEK EcoRoll wiper paper and AIM DJAW-10 solvent. Stencils were automatically under-wiped before the first print of each set of 5.
A flat tooling support block was used to provide solid support for the PCB, and new squeegee blades were used for the tests.
SPI inspection parameters were modified to improve the accuracy of the measurements. Typically, a 30-40μm measurement threshold is used in production environments to eliminate noise from PCBs’ topographical features like silkscreen markings, mask over trace, etc. Because the design of this TV limits topographical feature noise, it enabled a 15μm measurement threshold, to improve measurement fidelity and aid in detecting subtle variations in print behavior.
The solder paste test matrix included Types 4, 5 and 6 powders in a modern, no-clean flux medium. The pastes were blended, shipped and stored under recommended refrigeration conditions. One jar of each type was removed from refrigeration and allowed to age, unopened, at room temperature for two weeks in the climate-controlled laboratory. The pastes were labeled “Fresh” for products stored under refrigeration and “Aged” for pastes that were stored at room temperature.
Prior to manufacturing the solder pastes for the tests, prescreening print tests helped determine the ideal metal load for the T5 and T6, as shown in TABLE 2. Pre-screening tests were also used to optimize the final print parameters used in the tests.
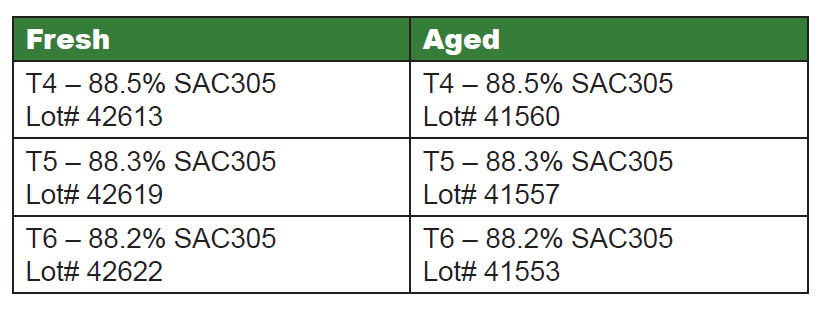
TABLE 2. Paste pre-screening
Experimental Design
Input variables in the experiment included:
• Paste Type (4, 5, 6)
• Paste condition (Fresh, Aged)
• Pause time between print tests (0, 30, 60 and 90 minutes)
• PCB pad size (6-15mil)
• PCB pad shape (circular, square, modified square with rounded corners)
• PCB pad definition (copper, mask)
• Slump (line/space size, angle)
Output variables included:
• Deposit volume
• Deposit height
• Deposit area at measurement threshold
• Transfer efficiency (% volume)
Statistics calculated from the output readings were
• Means (or averages)
• Standard deviations
• Coefficients of variation (CV, or the standard deviation divided by the mean and expressed as a percentage). CV is preferred over Cpk when comparing different SPI datasets because it normalizes the variation with respect to the mean.
The tests were executed using both fresh and aged pastes in concurrent runs by employing two stencils, two sets of squeegees and two timers. The stencils, squeegees and timers were all labeled “Fresh” or “Aged” to prevent any opportunities for cross contamination. During the run they were abbreviated “F” or “A.” A single Type of paste was tested each day for three days. Stencil under wipes were performed before each set of 5 prints, but not between prints. SPI readings were taken immediately after each print, and slump readings were taken 10-20 minutes after each print. The full runs that included 0, 30, 60 and 90 minute pauses took approximately 4 hours from start to finish. The tests were nested as follows:
► Time 0
- Install "F" stencil and "F" squeegees
- Stir "F" solder paste and apply to stencil
- Print 5 boards
- Start timer "F" for 30 minutes
- Remove "F" stencil and squeegees, leave paste on stencil
- Install "A" stencil and squeegees
- Stir "A" solder paste and apply to stencil
- Print 5 boards
- Start timer "A" for 30 minutes
- Remove "A" stencil and squeegees, leave paste on stencil
- Install "F" stencil and squeegees
► At 30 min mark on timer "F" run WVD wipe
- Print 5 boards
- Start timer "F" for 60 minutes
- Remove "F" stencil and squeegees, install "A" stencil and squeegees
- At 30 minute mark on timer "A" run WVD wipe
- Print 5 boards
- Start timer "A" for 60 minutes
- Remove "A" stencil and squeegees, install "F" stencil and squeegees
► At 60 min mark on time "F" run WVD wipe
- Print 5 boards
- Start timer "F" for 90 minutes
- Remove "F" stencil and squeegees, install "A" stencil and squeegees
- At 60 minute mark on timer "A" run WVD wipe
- Print 5 boards
- Start timer "A" for 90 minutes
- Remove "A" stencil and squeegees, install "F" stencil and squeegees
► At 90 min mark on timer "F" run WVD wipe
- Print 5 boards
- Start timer "F" for 120 minutes
- Remove "F" stencil and squeegees, install "A" stencil and squeegees
- At 90 minute mark on timer "A" run WVD wipe
- Print 5 boards
- Remove "A" stencil and squeegees
- Clean both "F" and "A" stencil and squeegees
Slump readings were taken at approximately 12-15X magnification using a video microscope, as shown in FIGURE 7.
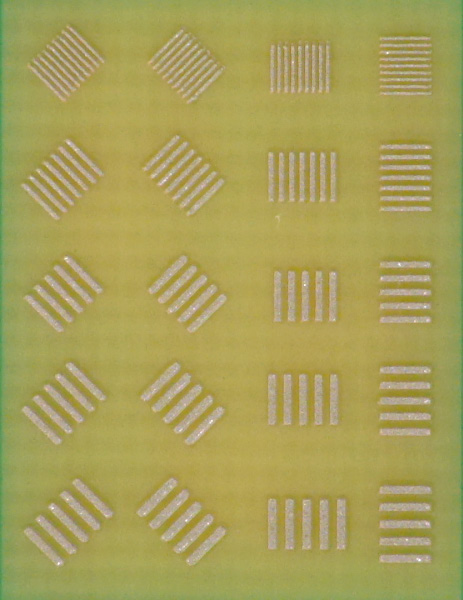
FIGURE 7. Slump pattern
Visual evidence of slump was recorded and location noted in a spreadsheet that contained information on all the experimental data, including board labeling, SPI file names, start and stop times and print parameters. The number of bridges on the slump patterns was noted and the locations were inserted as comments. All bridges in the slump patterns were photographed for future reference. An example of the data recording sheet is shown in TABLE 3. The data collected from the slump testing exhibited reduced slump on the aged samples of paste versus the fresh samples. This indicates a thickening of the paste due to increased interaction between the flux medium and alloy powder when stored at room temperature rather than refrigeration.
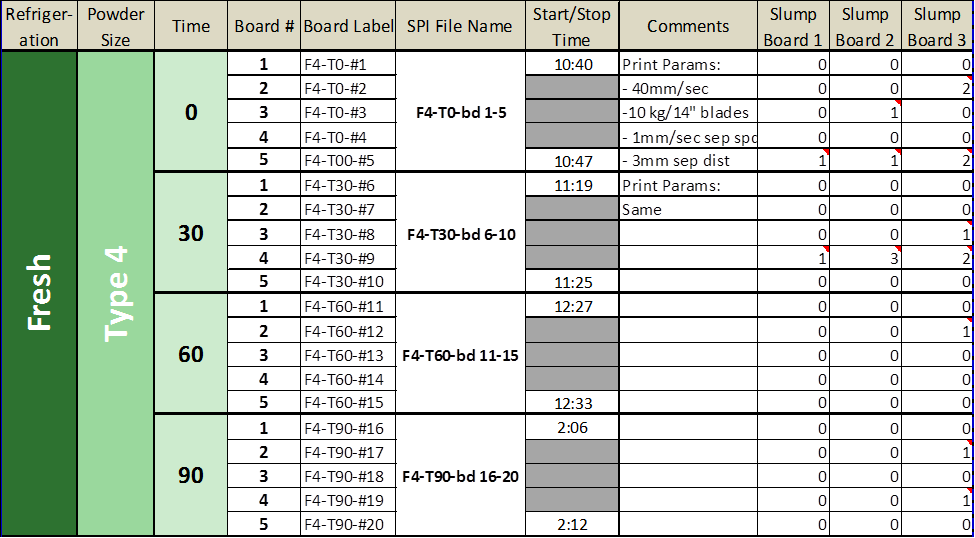
TABLE 3. Data recording
Results & Discussion
One of the most challenging components facing mainstream PCB assemblers is 0.5mm BGA devices. FIGURE 8 shows the measured transfer efficiency (TE), or the percentage of theoretical aperture volume that was deposited and the associated CVs. Each data point represents the average of 3780 deposit readings – 84 I/Os per device, 3 devices per board, 3 boards per panel and 5 panels per test. FIGURE 9 details the pad layout of the device. Notice the TEs are all slightly higher than 100%. This is not uncommon and can be due to numerous factors relating to gasketing breaches and/or paste pump out due to the 1:1 aperture:pad ratio and the combination of round pad with square apertures. The pads on this device are copper defined, and, given this method of definition, shape differences naturally lend themselves gasketing issues, and the 1:1 aperture:pad ratio in general is highly susceptible to positional errors in the stencil or PCB, alignment error in the printer, or slightly undersized pads or oversized apertures.
0.5mm BGA Transfer Efficiency
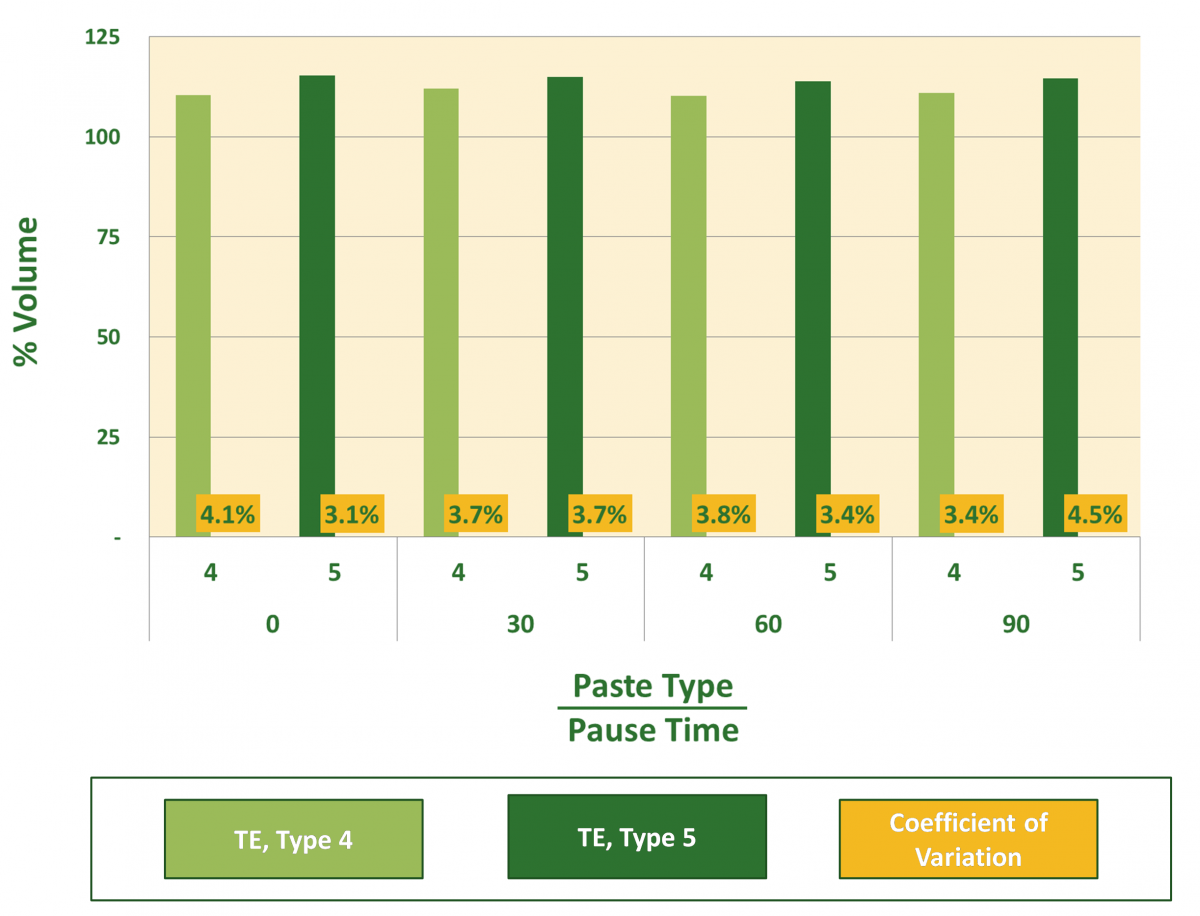
FIGURE 8. 0.5mm device TE and CV by Paste Type over Time
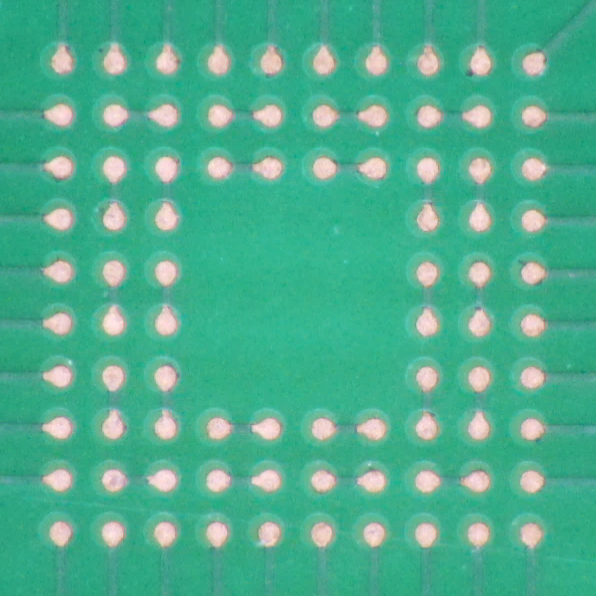
FIGURE 9. 0.5mm BGA Pad Layout
The CVs are all less than 10%, which is a common industry benchmark. They are actually all less than 5%, which represents very high consistency in the deposit volumes, and is attributable to both a well-printing solder paste and the polymer coating inside the stencil apertures. Note that on this TV, the 0.5mm BGAs have 11.5mil round pads, and 11.5mil square apertures (with rounded corners), with ARs of approximately 0.72. 0.72 AR’s are relatively easy to print, especially with T4 and T5 solder pastes, given the standard industry guidelines for printing with T3 pastes are ARs >0.66.
The T5 paste produced slightly higher volumes than the T4, which is expected due to the tighter particle packing density of the smaller particle sizes and the greater propensity for pump out of smaller particles, particularly with the geometric differences between apertures and pads.
The next area array pitch size to reach mainstream production is 0.4mm. It has been in miniaturized electronics for more than 5 years as the base of POP packages, and is expected to extend to widespread use by 2018. This device has 360 I/Os with 9 per panel for a total of 16,200 measurements per data point reported. The TEs and CVs are shown in FIGURE 10, and the device’s footprint is shown in FIGURE 11.
The TEs are again slightly over 100%, but less than the TEs of the 0.5mm BGAs. These circular, copper defined pads are 10mil diameter, and the apertures are 10mil squares with rounded corners; their AR is estimated at 0.63. The CVs are also well under 10%, but slightly higher than those of the 0.5mm BGA.
0.5mm BGA Transfer Efficiency
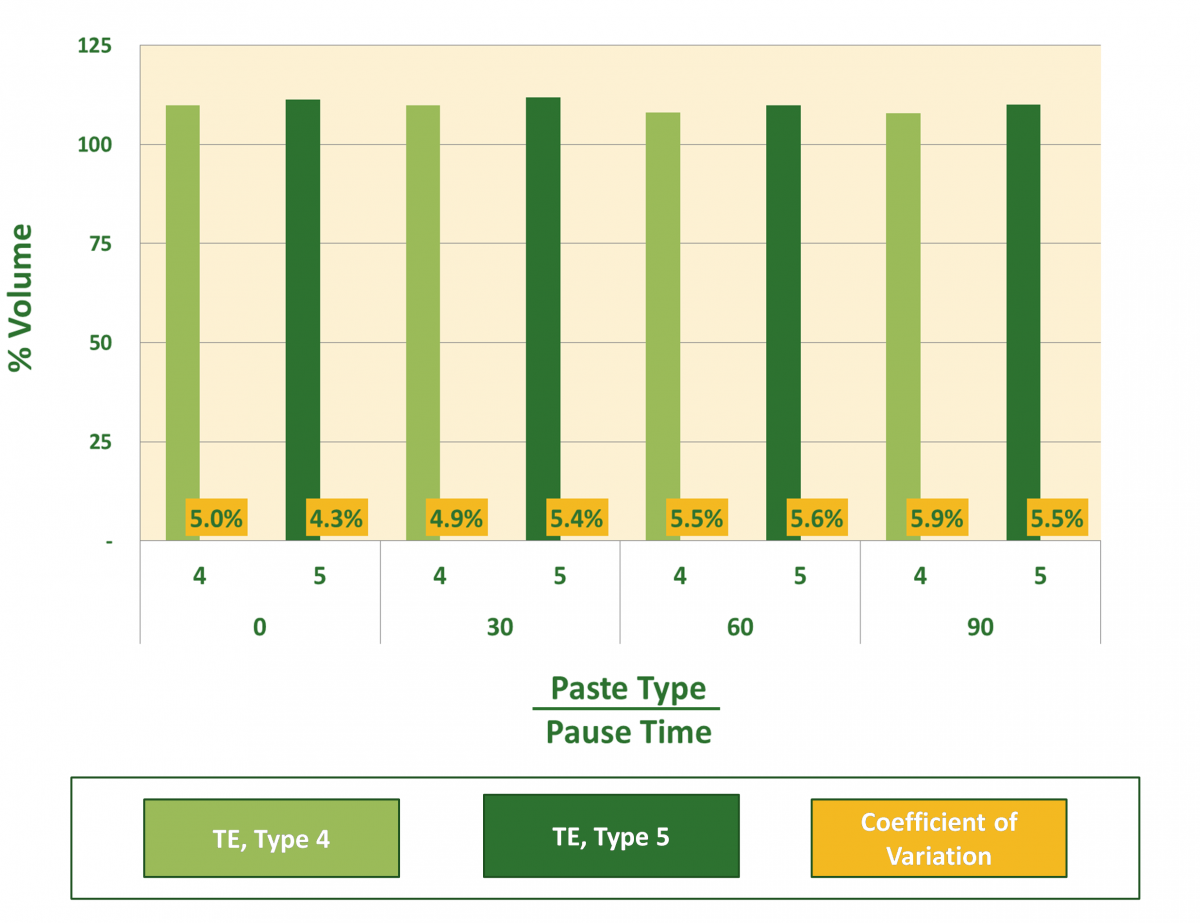
FIGURE 10. 0.4mm device TE and CV by Paste Type over Time
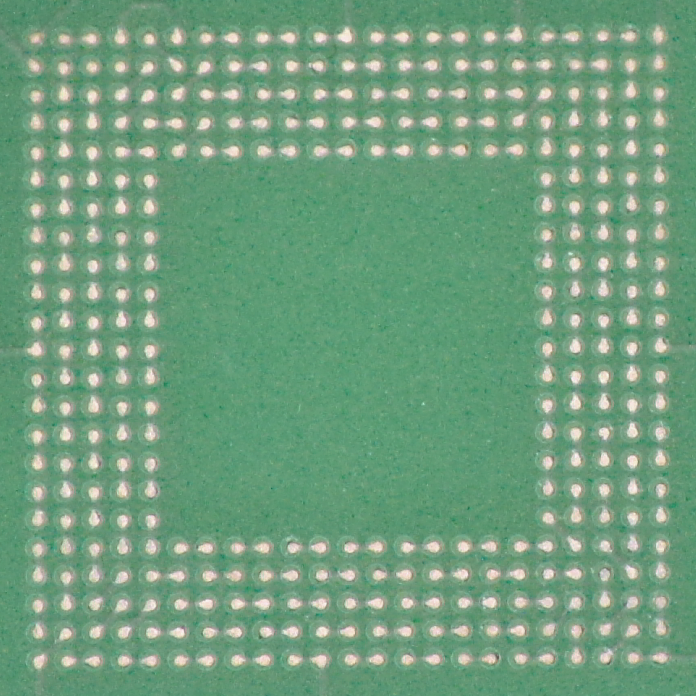
FIGURE 11. 0.4mm BGA Pad Layout
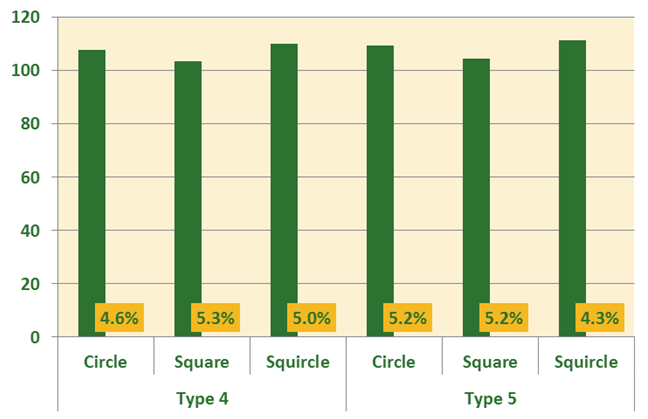
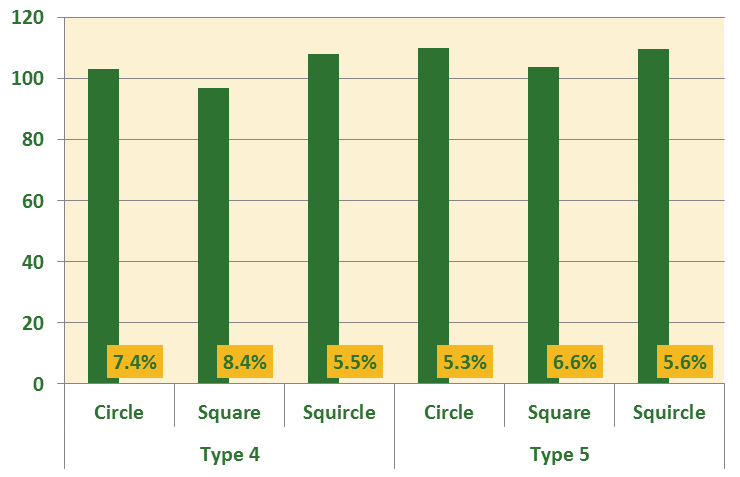
The 0.63 AR provided by this device make for an easy comparison of aperture shape release characteristics among aperture shapes of the same size, AR and pad definition. The square apertures with rounded corners are also known as ‘squircles’. FIGURES 12A-10D compare the TEs and CVs of circles, squares and squircles at different pause times for 10mil, copper defined pads.
At Time 0, little difference is noted in the release performance of the different aperture shapes, although squares exhibit slightly less transfer efficiency. Squares typically show lower TE as paste particles tend to stick in tight corners, but squares also typically deposit more volume than circles of similar sizes because they have more area than their circular counterparts. In the case of Time 0, the actual volume deposits are 339, 412 and 421 mils3 for circles, squares and squircles, respectively. The TE trends are repeatable at Times 30, 60 and 90 minutes, but the CVs increase as pause time increases.
The data for circular and square apertures used in this comparison was generated from the PTF patterns on the TV, and each point represents 480 readings (8 per pattern, 4 patterns per board, 3 boards per panel, 5 panels per time condition).
The data from the PTF patterns was also analyzed for volume and CV.
Transfer Efficiencies of 10mil (AR=0.63) Aperture Shapes at Time 0
Transfer Efficiencies of 10mil (AR=0.63) Aperture Shapes at 30 min
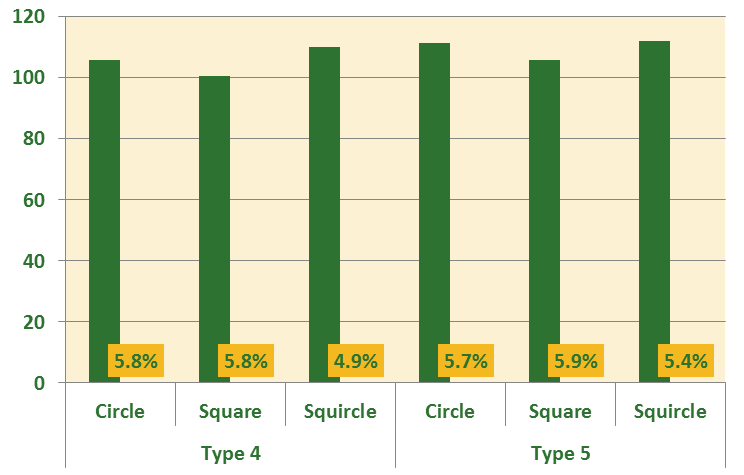
Transfer Efficiencies of 10mil (AR=0.63) Aperture Shapes at 60 min
Transfer Efficiencies of 10mil (AR=0.63) Aperture Shapes at 90 min
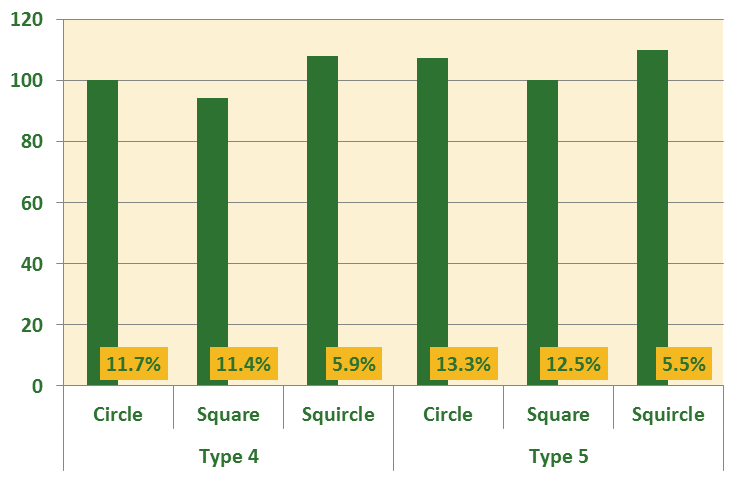
FIGURE 12. TEs and CVs various aperture and mesh types on 10mil NSMD pads
FIGURE 13 and FIGURE 14 (next page) show the actual measured volumes for 10mil squares and circles. These aperture sizes and shapes are typically associated with 0.5 or 0.4mm BGAs and 0201s. Squares always show higher volumes than circles, as previously described. Copper defined pads generally show higher volumes and CVs due gasketing and pump out issues, also described earlier, particularly at 1:1 aperture:pad ratios. Mask defined pads demonstrate lower volumes and less variation because the mask definition improves gasketing. Typically BGA, LGA or BTC pads are copper defined for improved reliability of the solder wrap around the pad edge. Discretes, however, are more easily mask defined because they typically exhibit higher reliability with thermal cycling and drop shock.
Deposit Volumes for 10mil Circles

FIGURE 13. Paste volume 10mil circles
Deposit Volumes for 10mil Squares
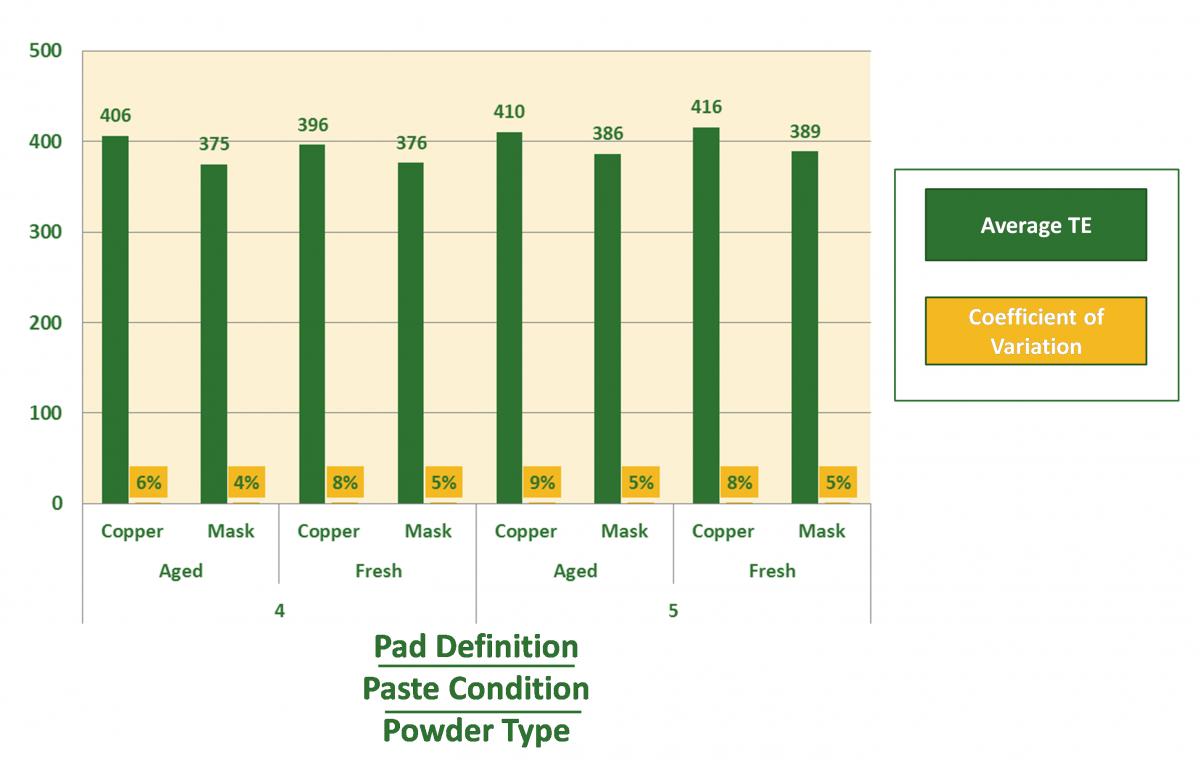
FIGURE 14. Paste volume 10mil squares
Deposit Volumes for 8mil Circles
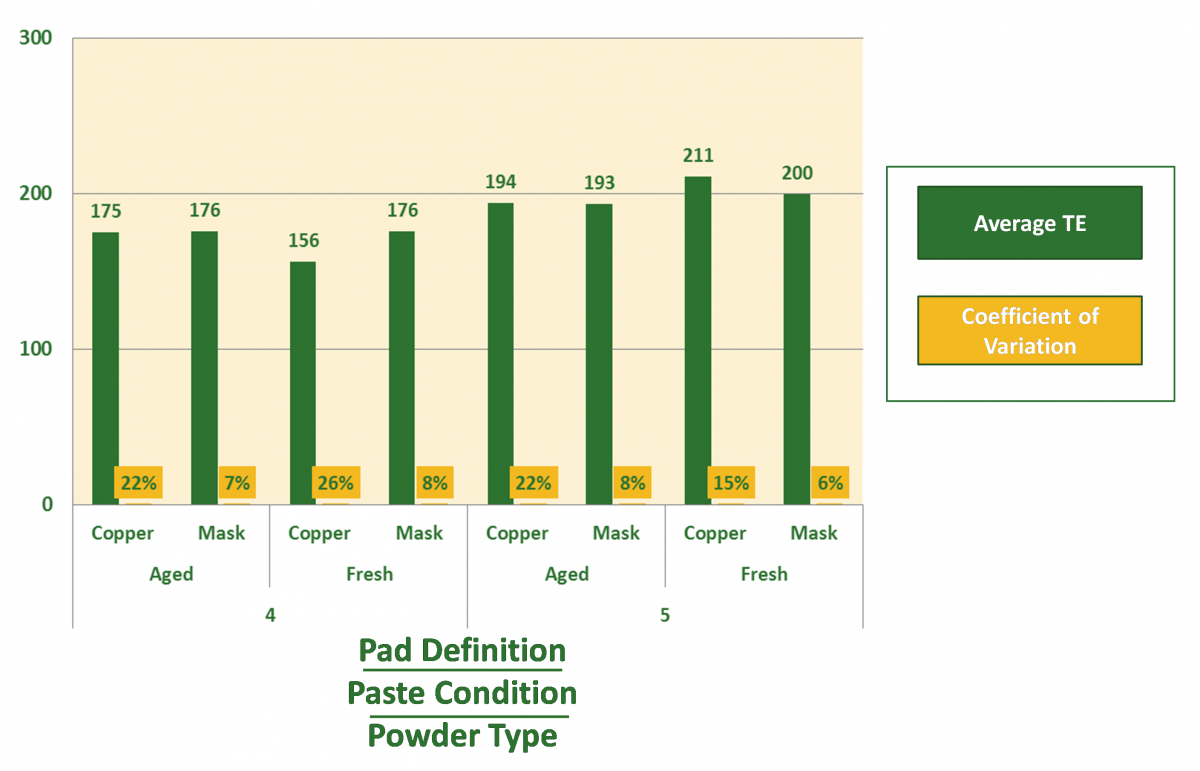
FIGURE 15. Paste volume 8mil circles
Deposit Volumes for 8mil Squares
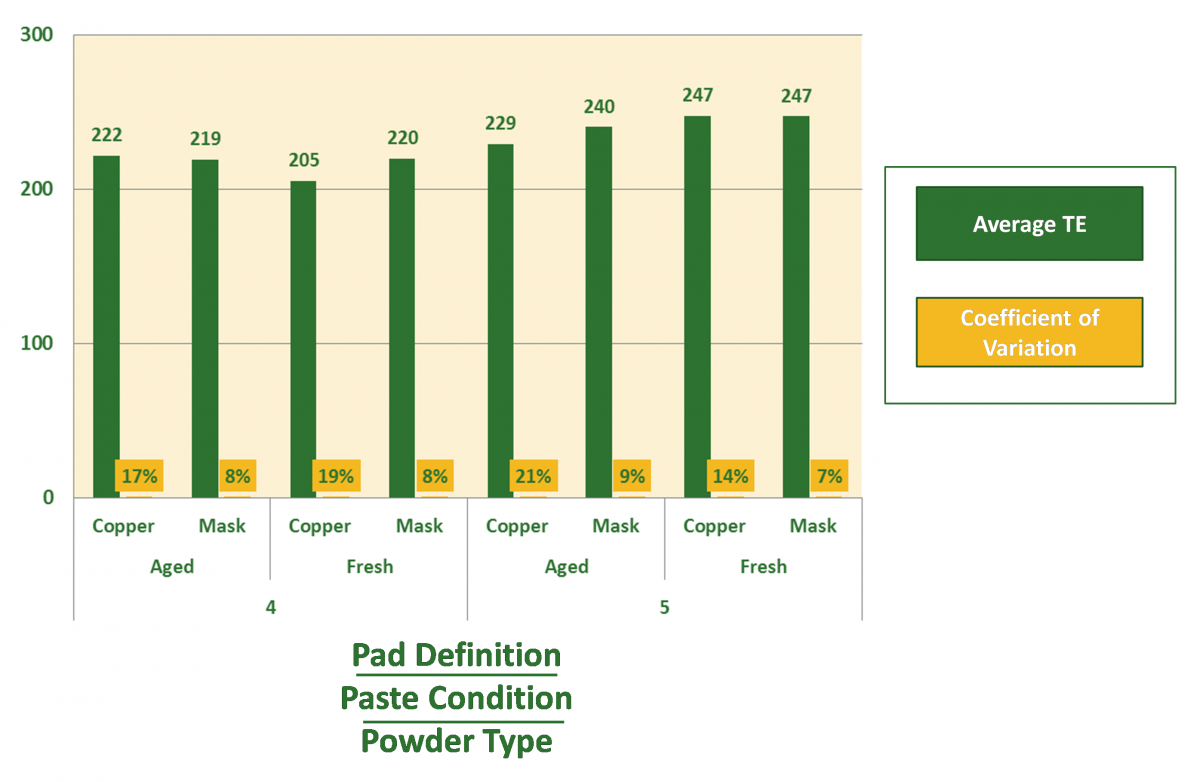
FIGURE 16. Paste volume 8mil squares
FIGURE 15 and FIGURE 16 show the measured volumes for 8mil squares and circles, which are typically associated with 01005 and emerging 0.35mm pitch devices. Following similar trends demonstrated by the 10 mil features, squares deposited higher volumes than circles and mask defined pads exhibit less variation than copper defined pads. The volumes, however, did not explicitly duplicate the same trends, as feature sized this small have 0.5ARs and are more susceptible to noise in the printing process.
At time zero, no substantial differences were noted between the fresh and aged pastes. Not reported in this paper, however was the divergence of volume variation noted at Time 60min and Time 90min. Aged pastes consistently produced higher CVs at longer pause times, but not significantly variable volumes. The increased variation of the volume data can be attributed to the interaction of flux on the powders’ surface oxides which occur at room temperature storage. Cooler temperatures retard the reaction of oxide reduction by the flux on the particle surfaces; higher temperatures accelerate it. The increased available surface area of finer mesh powder exacerbates this interaction.
Type 6 pastes were also tested in the matrix, but not reported for 1) the sake of brevity, 2) the lack of current market requirements, and 3) to emphasize the importance of the decision process between T4 and T5.
Conclusion
With the overwhelming amount of data collected and analyzed there are several key conclusions that can be drawn that will benefit SMT process engineers confronted with these assembly challenges.
- The key to successfully printing AR <0.66 is a faultless process foundation. This study was structured and performed to isolate the effect of powder mesh with equipment optimized and highly skilled personnel. Achieving similar results in a production environment is not practical. It is highly recommended to solicit on-site technical support from paste and equipment vendors to assist with process audits and technical guidance to ensure successful outcomes.
- Reducing mesh size from Type IV to Type V provides a modest benefit for both transfer efficiency volume and consistency on apertures with AR <0.66. This benefit is marginal and may be negated in a production environment. Additionally, sourcing fine mesh paste may introduce burdensome cost and supply chain consequences.
- Reducing mesh size had a modestly adverse effect on pause to print TE performance over time and with extended pauses in the print process. However, minor process adjustments could alleviate these implications.
- Square stencil apertures provide the most paste volume, but introduce the most variability, round apertures provide less volume with equal variability with squircles providing more volume than circles and slightly less variability.
- NSMD pads provide more paste volume with considerable variability. Mask defined pads significantly reduce both paste volume and deposit variability.
- The current requirements for Type 6 solder powder for SMT solder paste printing are still under development and production viability is being determined. However, Type 6 powders are well suited to new solder paste dispense and jetting formulas.
Future Work
The next planned phase of the test is the reflow portion, which will use the AIM PCB2009 TV that includes component sizes down to 0.4mm area array and 01005 discretes. The reflow tests will be performed in air, using Ramp-to-Spike and Ramp-Soak-Spike profiles. It will include both fresh and aged pastes in T4, T5, and T6 powder sizes. Results will be reported in a future paper.
Also planned is a repeat of the print tests on the Jabil TV using fresh T4 and T5 pastes, and uncoated stencils. Two stencil alloys will be tested in this phase, which will also be reported in a future paper.
Acknowledgements :
The authors wish to thank Tech Circuits for their support in fabricating the test vehicles, Fine Line Stencil for their assistance in providing excellent products to help execute these tests and the Parmi technical team assistance in configuring SPI equipment for the DOE. Special thanks to Shea Engineering for their assistance in developing and analyzing this data.



