

Par Gayle Towell
La pâte à braser est un mélange complexe de poudres métalliques, d'acides, de thixotropes, de solvants et d'une variété d'autres produits chimiques. Lorsqu'elles sont combinées, les réactions et les interactions peuvent être extrêmement variées et complexes. Lors de la conception de la chimie de la pâte à braser, les considérations clés comprennent non seulement sa performance en cours de processus, mais aussi la manière de maintenir la stabilité de cette performance face aux rigueurs du temps, aux fluctuations de température et à l'utilisation.
Le rôle crucial de l'impression au pochoir
L'impression au pochoir est un processus essentiel sur la chaîne de montage, qui est à la base de l'ensemble de l'assemblage. Une impression de qualité peut réduire considérablement le besoin de retouches, alors qu'une impression médiocre les rend presque certainement nécessaires. La qualité de l'impression, et le processus d'assemblage des circuits imprimés en général, sont sensibles à diverses influences externes telles que les conditions environnementales, les modifications de configuration et la variabilité de l'opérateur, ce qui souligne la nécessité d'une performance constante de la pâte à braser pour minimiser les écarts de fabrication.
Développement de produits à base de pâte à braser
Le premier maillon de la chaîne est le processus de fabrication de la pâte à souder et de ses matériaux constitutifs. La poudre est fabriquée et stockée dans des conditions de contrôle extrêmement strictes. Les matières premières du flux nécessitent un stockage contrôlé, et le flux est également produit dans des conditions étroitement contrôlées, avec une abondance de mesures de contrôle de la qualité. La moindre anomalie dans la production de flux peut générer des résultats inacceptables sur la chaîne de montage du client.
La poudre et le fondant sont mélangés au cours d'un processus rigoureux, après quoi la responsabilité de minimiser la variabilité commence à passer du fabricant de pâte à l'emballage, à l'expédition, à la distribution et à l'utilisateur final.
Lors du développement d'un produit, les pâtes à braser sont caractérisées par rapport à des conditions typiques de durée, de température et d'utilisation afin de garantir la stabilité du produit. Mais leur performance peut être profondément affectée par des influences au-delà du laboratoire du développeur. La fonctionnalité constante de la pâte à braser sur la ligne de production repose sur une solide chaîne de contrôle, depuis les matières premières jusqu'à l'imprimante à pochoir. Toute rupture dans cette chaîne peut avoir un impact négatif sur les performances.
Emballage et intégrité de la chaîne d'approvisionnement
L'emballage de la pâte à braser est un processus à forte intensité de main-d'œuvre et de matériaux. La pâte à braser est maintenue au frais et l'exposition à l'environnement est limitée à quelques secondes - entre le moment où le conteneur est rempli et celui où le piston est placé dans le bocal ou le bouchon vissé sur la cartouche. Le produit est ensuite conditionné dans un emballage soigneusement conçu pour le maintenir au frais pendant au moins 30 heures, afin de couvrir les délais de transport habituels.
La pâte à braser ne doit pas être exposée à des températures élevées, sinon le matériau risque de ne pas arriver intact et de ne pas fonctionner comme prévu. L'augmentation de la température accroît les interactions chimiques au sein de la pâte à braser, ce qui a un impact négatif sur tous les aspects de ses performances. Ces changements peuvent d'abord être subtils, puis s'aggraver avec le temps, ce qui les rend encore plus insidieux que si la pâte était arrivée dans un état manifestement inutilisable. Des variations mineures peuvent entraîner une augmentation des vides, une diminution du mouillage, un colmatage des ouvertures et d'autres variations du processus, ce qui oblige les ingénieurs à procéder à des ajustements pour remédier à la baisse de la qualité d'impression, à la diminution des rendements en fin de ligne, ou aux deux à la fois.
Transports et températures extrêmes
La pâte à braser est la plus susceptible de subir des températures extrêmes pendant le transport. Selon Federal Express, les températures estivales dans la zone de chargement des véhicules terrestres peuvent atteindre 30⁰F de plus que la température ambiante à l'extérieur du véhicule.
Pour illustrer ce point, à Phoenix, l'une des villes les plus chaudes des États-Unis, les températures dépassent régulièrement 38°C (100°F), avec des pointes à 47°C (116°F). Si l'on se réfère aux directives de FedEx (+30⁰), les conditions peuvent grimper jusqu'à 146°F (47°C). Cela provoquera certainement des interactions et peut avoir déjà activé certains des agents réducteurs d'oxyde dans la pâte à braser, forçant littéralement la pâte à interagir avec elle-même.
Même International Falls, MN, l'une des villes les plus froides des États-Unis, peut connaître des journées de 90° en été. Cela signifie qu'une pâte non protégée peut subir des températures allant jusqu'à 49 °C, une température que les ingénieurs utilisent souvent pour “durcir” les impressions destinées aux cartes SPI en or.
Le transport maritime ne se contente pas de chauffer la cargaison délicate, il peut aussi la congeler. FedEx indique que les températures à bord de la plupart des soutes principales des gros-porteurs varient entre 18⁰C (65⁰F) et 32⁰C (90⁰F). Par ailleurs, les colis se trouvant dans le compartiment des marchandises en vrac, adjacent à la structure extérieure de l'avion, peuvent être exposés à des températures en vol aussi basses que 0⁰F (-18⁰C).
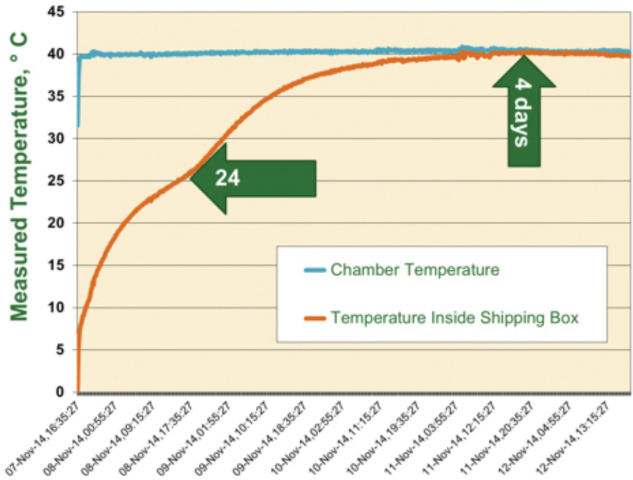
Ces conditions exigent des mesures importantes pour garantir que la pâte à braser soigneusement développée et fabriquée arrive sur le site du client avec le moins de variabilité possible induite par le transport. La FIGURE 1 montre la température interne d'un conteneur d'expédition, conçu pour atténuer les températures externes extrêmes, lorsqu'il est placé dans une chambre thermique pendant cinq jours à 104⁰F (40⁰C).
Manipulation et stockage par l'utilisateur final
Le dernier maillon de la chaîne de transport est l'utilisateur final. On peut estimer sans risque que plus des trois quarts des problèmes liés à la manipulation de la pâte à braser surviennent après la livraison à l'utilisateur final. Ces problèmes peuvent toutefois être minimisés par la mise en œuvre des meilleures pratiques suivantes :
- Stockage immédiat et approprié : Dès réception, stockez la pâte à souder selon les recommandations du fabricant, généralement sous réfrigération. Veillez à ce que les employés du quai de réception soient formés à reconnaître rapidement et à stocker correctement ces paquets. Envisagez d'utiliser les mises à jour automatiques des transporteurs de fret pour informer les ingénieurs ou le personnel d'exploitation de l'arrivée de la pâte.
- Gestion des stocks : Enregistrer chaque contenant de pâte lors de son stockage et suivre le moment où il est retiré pour être utilisé, en respectant strictement la méthode du premier entré, premier sorti (FIFO).
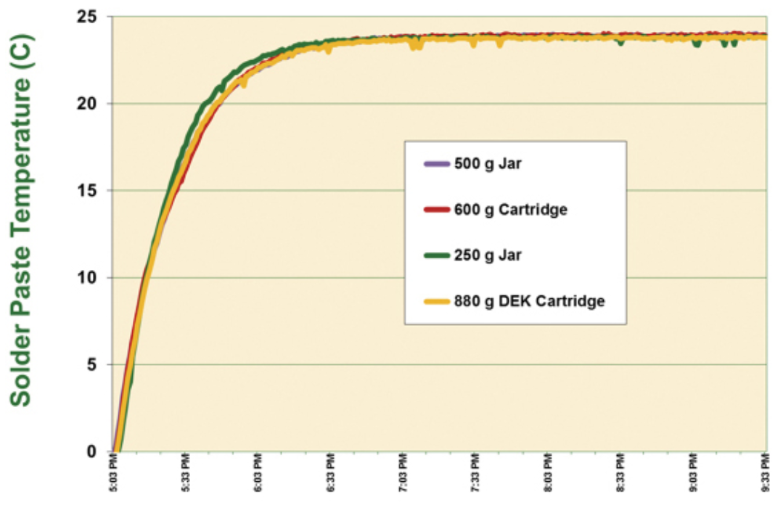
- Ajustement naturel de la température : Laissez la pâte à souder se réchauffer naturellement à la température ambiante avant de l'utiliser. Évitez de placer la pâte à proximité de sources de chaleur ou d'ouvrir le récipient prématurément, car la condensation de l'humidité peut dégrader les performances de la pâte. (Voir figure 2)
- Préparation avant utilisation : Remuer la pâte dans les pots selon les instructions du fabricant pour garantir l'uniformité et la préparation à l'impression. Notez que les cartouches ne nécessitent généralement pas d'être remuées en raison de leur mécanisme de distribution.
- Éviter de mélanger les pâtes : Ne jamais mélanger de la pâte à souder usagée avec de la pâte à souder non utilisée. Les contaminants de la pâte usagée peuvent compromettre de manière significative la qualité et les performances du matériau restant.
- Environnement de production contrôlé : Maintenir la zone de production dans une plage de température optimale de 72°F à 80°F et d'humidité relative (HR) de 40% à 50%. Cependant, la géographie, la saisonnalité et les capacités des installations échappent souvent au contrôle de l'ingénieur. La sélection d'une pâte à braser qui fonctionne bien dans certaines conditions de fabrication est la clé du succès.
Conclusion
De la fabrication à l'application finale, la gestion des nombreux facteurs qui influent sur les performances de la pâte à braser est cruciale pour maintenir une qualité d'impression élevée et des lignes d'assemblage efficaces. En mettant en œuvre des contrôles rigoureux tout au long du cycle de vie de la pâte à braser, les fabricants et les utilisateurs finaux peuvent réduire de manière significative la variabilité et améliorer la fiabilité globale du produit.
Publié à l'origine dans Circuits Assembly