

作者:盖尔-托维尔
锡膏是由金属粉末、酸、触变剂、溶剂和其他多种化学物质精心混合而成的。当它们结合在一起时,反应和相互作用可能极其多样和复杂。在设计焊膏化学成分时,主要的考虑因素不仅包括焊膏在加工过程中的性能,还包括如何在时间、温度波动和使用的严酷条件下保持这种性能的稳定性。.
钢网印刷的关键作用
钢网印刷是装配线上的关键工序,是整个装配的基础。高质量的印刷可以大大减少返工的需要,而低质量的印刷几乎肯定会导致返工。印刷质量和整个印刷电路板组装工艺容易受到各种外部因素的影响,如环境条件、设置改变和操作员的变化,这就强调了焊膏性能一致性的必要性,以最大限度地减少制造差异。.
锡膏产品开发
焊锡膏及其组成材料的生产过程是整个链条的第一个环节。粉末是在极其严格的控制条件下生产和储存的。助焊剂介质原材料需要受控存储,助焊剂介质也是在严格控制的条件下生产的,并有大量的质量控制措施。助焊剂生产中的一点异常都可能在客户的装配线上产生不可接受的结果。.
粉末和助焊剂介质在严格的工艺流程中混合,然后,将变异性降至最低的责任开始从浆料制造商向下转移到包装、运输、分销和最终用户。.
在产品开发过程中,焊膏要根据典型的时间、温度和使用条件进行表征,以确保产品的稳定性。但是,它们的性能可能会受到开发人员实验室之外的其他因素的严重影响。生产线上稳定的焊膏功能依赖于从原材料到钢网印刷机的稳健监管链。监管链的任何中断都会对性能产生不利影响。.
包装和供应链完整性
锡膏包装是一项人力和材料密集型工艺。锡膏要保持低温,从装满容器到将活塞放入瓶中或将盖子拧到盒上,暴露在环境中的时间仅限于几秒钟。然后装入精心设计的包装中,使产品保持冷却至少 30 小时,以满足典型的运输时间要求。.
焊膏不得暴露在高温下;否则,材料可能无法完全完好无损地到达,也无法发挥设计性能。温度升高会增加焊膏内部的化学作用,从而对其性能的各个方面产生不利影响。这些变化最初可能很微妙,但随着时间的推移会逐渐加剧,甚至比焊膏到达时明显无法使用的情况更加隐蔽。微小的变化会导致空洞增加、润湿性降低、孔隙堵塞和其他工艺变化,迫使工程师做出调整,以解决印刷质量下降、生产线末端产量下降或两者兼而有之的问题。.
运输和极端温度
锡膏在运输过程中最容易受到极端温度的影响。据联邦快递称,夏季地面车辆货物区的温度可比车外环境温度高出 30⁰F。.
为了说明这一点,在美国最热的城市之一凤凰城,气温经常超过 38°C (100°F),最高可达 47°C(116°F)。按照联邦快递的 +30⁰ 标准,气温可升至 146°F (47°C)。这肯定会引起一些相互作用,而且可能已经激活了焊膏中的一些氧化还原剂,迫使焊膏与自身发生相互作用。.
即使是美国最冷的城市之一明尼苏达州的国际瀑布城,夏季也会有 90° 的高温天。这意味着未加保护的浆糊温度可能高达 120°F (49°C),而这正是工程师通常用来 “固化 ”SPI 黄金电路板印刷品的温度。.
运输不仅会加热易碎的货物,还会使其结冰。联邦快递称,大多数宽体飞机主货舱的温度在 65⁰F (18⁰C) 到 90⁰F (32⁰C) 之间。与此同时,散货部中与飞机外部结构相邻的包裹可能会暴露在低至 0⁰F(-18⁰C)的飞行温度下。.
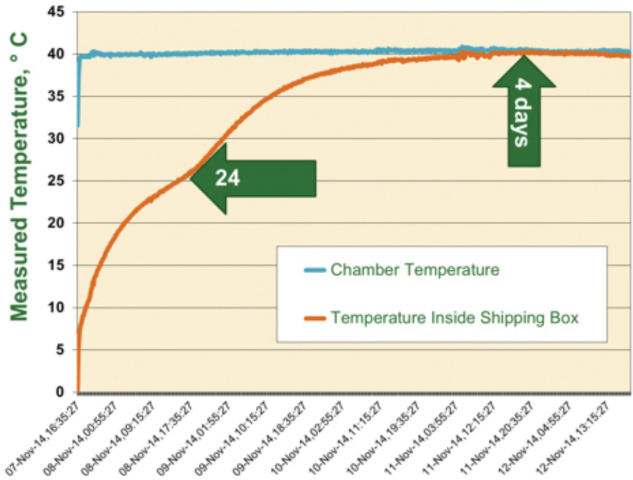
在这些条件下,需要采取大量措施,以确保精心开发和制造的焊膏在运抵客户现场时,由运输引起的变化最小。图 1 显示了在 104⁰F(40⁰C)温度下放置五天的装运容器的内部温度,该容器的设计旨在减轻外部极端温度。.
最终用户的处理和储存
转运链的最后一环是最终用户。我们可以有把握地估计,四分之三以上的焊膏处理相关问题都发生在交付给最终用户之后。然而,通过实施以下最佳实践,可以最大限度地减少这些问题:
- 立即适当存放: 收到焊膏后,按照制造商的建议进行储存,通常是冷藏。确保收货码头的员工接受过培训,能够快速识别并正确存储这些包装。考虑使用货运公司的自动跟踪更新功能,在焊膏到达时通知工程师或操作人员。.
- 库存管理: 严格按照先进先出(FIFO)的方法,记录每个浆糊容器的存放情况,并跟踪其取出使用的时间。.
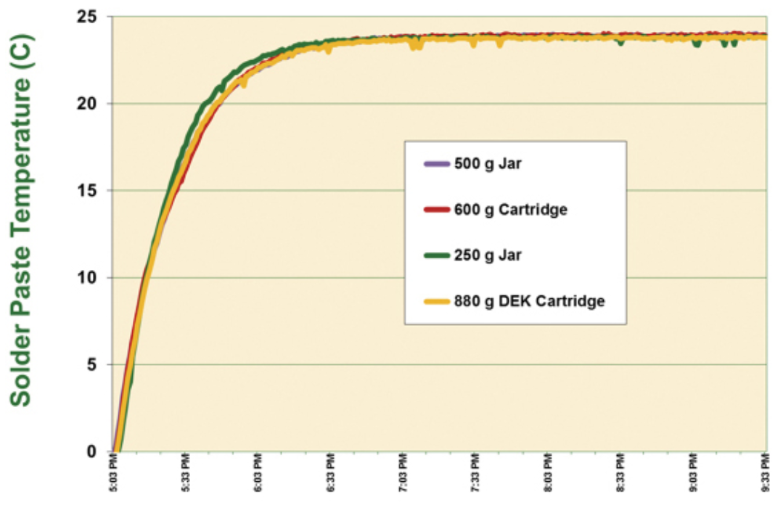
- 自然温度调节: 使用前,让焊膏自然升温至环境温度。避免将锡膏放在热源附近或过早打开容器,因为湿气凝结会降低锡膏的性能。(见图 2)
- 使用前的准备 按照生产商的说明搅拌瓶中的浆糊,以确保均匀性和印刷准备就绪。请注意,由于墨盒的分配机制,通常不需要搅拌。.
- 避免混合浆料: 切勿将使用过的焊膏与未使用过的焊膏混合。使用过的焊膏中的污染物会严重影响剩余材料的质量和性能。.
- 受控生产环境: 将生产区的最佳温度范围保持在 72°F 至 80°F,相对湿度 (RH) 保持在 40% 至 50%。 然而,地理位置、季节性和设备能力往往不是工程师所能控制的。选择在特定生产条件下性能良好的焊膏是取得成功的关键。.
结论
从制造到最终应用,管理影响焊膏性能的诸多因素对于保持高印刷质量和高效装配线至关重要。通过在焊膏的整个生命周期内实施严格的控制,制造商和最终用户可以显著降低变异性,提高产品的整体可靠性。.
最初发表于《电路组装