

Par Timothy O'Neill
Spâte plus ancienne Sa viscosité et ses propriétés thixotropiques influencent ses performances dans différents environnements de production.
La viscosité est une mesure de la résistance d'un fluide à l'écoulement. Il s'agit de l'"épaisseur" ou de la "finesse" d'un fluide. Un fluide qui s'écoule lentement, comme la mélasse, a une viscosité élevée, tandis qu'un fluide qui s'écoule facilement, comme l'eau, a une faible viscosité.
À titre de référence, le tableau 1 indique les viscosités typiques de divers liquides.
| Matériau à 70°F | Viscosité approximative en centimètres (cps) |
| L'eau | 1-5 cps |
| Le sang | 10-20 cps |
| Huile de maïs | 50-100 cps |
| Sirop d'érable | 150-200 cps |
| Glycérine | 1-2 kcps |
| Miel | 2-3 kcps |
| Mélasse | 5-10 kcps |
| Ketchup | 50-70 kcps |
| Beurre de cacahuète | 500 kcps |
| Pâte à braser - nouvelle | 500-700 kcps |
| Pâte à braser - ancienne | 750-1 000 kcps |
| Shortening végétal | 1 000 kcps |
| Calfeutrage | 5 000 kcps |
| Mastic | 10 000 kcps |
La thixotropie est une propriété propre à certains fluides non newtoniens. Elle décrit comment la viscosité d'un fluide change sous l'effet d'une force appliquée, mais se rétablit progressivement lorsque la contrainte est supprimée. (La différence entre les fluides newtoniens et les fluides non newtoniens est que les premiers conservent une viscosité constante quelles que soient les forces appliquées).
La peinture murale est un exemple de fluide non newtonien thixotrope. La peinture s'amincit lorsqu'une force est appliquée au pinceau ou au rouleau pour faciliter l'écoulement et remplir les imperfections, mais elle s'épaissit rapidement pour éviter les coulures et les gouttes une fois que la force est supprimée.
L'impression de la pâte à braser ressemble beaucoup à la peinture. La lame de la raclette applique une force de cisaillement lorsqu'elle fait rouler la soudure sur le pochoir. Cette force réduit temporairement la viscosité, ce qui permet à la pâte de s'écouler et de remplir les ouvertures du pochoir. Une fois la force supprimée, la pâte à braser s'épaissit, maintenant la forme des ouvertures après que le pochoir a été soulevé.
Production en grande quantité : La nécessité d'une viscosité constante
Dans le cadre d'une production à haut volume et à haut débit, les processus d'application rapide nécessitent des pâtes à braser capables de supporter des vitesses d'impression élevées et une pression plus forte de la raclette. Cela crée des forces de cisaillement plus importantes sur la pâte, l'aidant à s'écouler dans les ouvertures du pochoir, mais exige également qu'elle retrouve rapidement son épaisseur d'origine.
Une pâte trop épaisse peut ne pas s'amincir par cisaillement de manière adéquate, ce qui entraîne un remplissage incomplet de l'ouverture ou des besoins excessifs en matière de nettoyage du pochoir. Inversement, une pâte trop fine peut s'étaler ou s'affaisser, provoquant des ponts ou des billes de soudure. Ainsi, pour les lignes à grand volume, une pâte à souder présentant une viscosité initiale équilibrée et un comportement thixotropique réactif est optimale.
Environnements à forte mixité : Exploiter les propriétés thixotropiques
Dans les environnements à forte mixité, où les circuits imprimés sont diversifiés et les séries de production plus courtes, la flexibilité de la pâte à braser devient un facteur clé. Les propriétés thixotropiques permettent à la pâte d'ajuster sa viscosité en fonction des forces de cisaillement appliquées pendant l'impression. Cette adaptabilité garantit que la pâte fonctionne bien dans une large gamme de conditions, depuis les applications à faible vitesse et à faible pression jusqu'aux scénarios nécessitant un dépôt rapide.
Dans de tels environnements, la pâte à braser idéale présente des propriétés thixotropiques stables, offrant une large fenêtre de traitement pour s'adapter à différentes vitesses de raclage, pressions et conceptions de pochoirs sans compromettre l'efficacité du transfert ou les rendements au premier passage.
Exemples
La figure 1 illustre la réponse de deux pâtes à braser différentes sous l'effet des forces de cisaillement. La pâte A a une viscosité initiale plus élevée qui diminue de manière plus significative sous l'effet de la contrainte de cisaillement. Ce comportement suggère que si la pâte A peut donner de bons résultats dans des conditions spécifiques, sa fenêtre de traitement plus étroite pourrait limiter son efficacité dans divers scénarios de production.
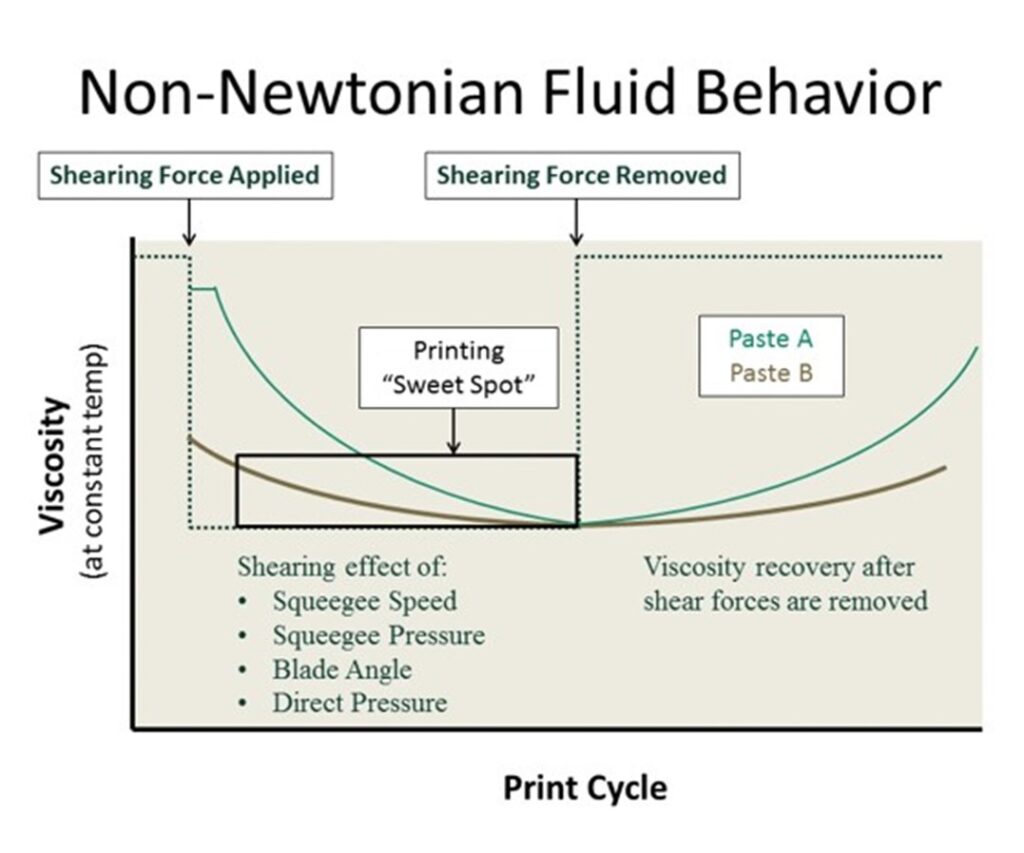
La pâte B a une viscosité initiale plus faible et un amincissement moins prononcé sous l'effet des forces de cisaillement. Cela permet d'obtenir des performances plus constantes dans une large gamme de conditions d'impression, ce qui est souvent le plus souhaitable pour les pâtes à souder modernes.
Conseils pratiques pour gérer la viscosité de la pâte à souder
La sélection de la bonne pâte pour le travail et l'ajustement des paramètres du processus permettent d'obtenir les meilleurs résultats. Il faut pour cela comprendre les besoins spécifiques de votre environnement de production et les capacités des pâtes disponibles.
- Il ne faut pas croire qu'une faible viscosité initiale est un indicateur de mauvaise qualité ou d'affaissement. De nombreuses formulations récentes sont "fenêtre large"avec des propriétés thixotropiques plus stables.
- Les évaluations visuelles de la viscosité sont obsolètes. Si la viscosité est utilisée comme procédure de filtrage à la réception, elle doit être mesurée à l'aide d'un viscosimètre et comparée aux spécifications du fabricant.
- Reconsidérer l'utilisation d'équipements de conditionnement/mélange de la pâte. Ces machines font généralement tourner ou osciller la pâte à souder pour l'amincir par cisaillement avant l'impression. Les pâtes peuvent ne pas retrouver leurs propriétés d'origine après ce processus.
L'avenir de la recherche sur la pâte à braser
Les recherches futures se concentrent sur le développement de pâtes à souder encore plus adaptables aux exigences changeantes de la fabrication électronique.
Cette recherche sera probablement axée sur plusieurs domaines clés :
- Améliorations techniques : Mise au point de poudres à mailles plus fines et de meilleures techniques de classification des poudres pour faciliter la fabrication de composants ultra-miniatures.
- Innovations métallurgiques : Le développement de nouvelles poudres d'alliage de soudure.
- Innovations dans le domaine de la science des matériaux : Développement de chimies de flux et d'agents thixotropes nouveaux ou améliorés qui offrent un meilleur contrôle de la viscosité et du comportement de récupération.
- Techniques de formulation avancées : Exploitation des nanotechnologies, des polymères réactifs et de la chimie avancée pour créer des pâtes à souder qui s'adaptent dynamiquement aux conditions de fabrication.
- Stabilité environnementale et opérationnelle : Veiller à ce que les nouvelles formulations conservent leurs caractéristiques de performance dans un large éventail de conditions environnementales et sur des périodes de stockage prolongées.
En adoptant les dernières avancées et en se préparant aux innovations futures, les fabricants peuvent continuer à relever les défis d'un marché en constante évolution.
Publié à l'origine dans Assemblage de circuits.