

Autor: Gayle Towell
Pasta lutownicza to skomplikowana mieszanka proszków metali, kwasów, tiksotropów, rozpuszczalników i wielu innych substancji chemicznych. Po połączeniu reakcje i interakcje mogą być niezwykle zróżnicowane i złożone. Projektując skład chemiczny pasty lutowniczej, należy wziąć pod uwagę nie tylko jej wydajność w procesie, ale także sposób utrzymania stabilności tej wydajności w trudnych warunkach czasu, wahań temperatury i użytkowania.
Kluczowa rola druku szablonowego
Drukowanie szablonów to kluczowy proces na linii montażowej, mający fundamentalne znaczenie dla całego montażu. Wysokiej jakości wydruk może znacznie zmniejszyć potrzebę przeróbek, podczas gdy słaby wydruk prawie na pewno ich wymaga. Jakość druku i ogólnie proces montażu PCB są podatne na różne wpływy zewnętrzne, takie jak warunki środowiskowe, zmiany konfiguracji i zmienność operatora, co podkreśla potrzebę stałej wydajności pasty lutowniczej w celu zminimalizowania rozbieżności produkcyjnych.
Rozwój produktu pasty lutowniczej
Pierwszym ogniwem łańcucha jest proces produkcji pasty lutowniczej i jej materiałów składowych. Proszek jest produkowany i przechowywany w ściśle kontrolowanych warunkach. Surowce do produkcji topnika wymagają kontrolowanego przechowywania, a sam topnik jest również produkowany w ściśle kontrolowanych warunkach, z dużą ilością środków kontroli jakości. Najmniejsza anomalia w produkcji topnika może generować niedopuszczalne wyniki na linii montażowej klienta.
Proszek i topnik są mieszane w wymagającym procesie, po którym odpowiedzialność za minimalizację zmienności zaczyna przesuwać się od producenta pasty w dół łańcucha do pakowania, wysyłki, dystrybucji i użytkownika końcowego.
Podczas opracowywania produktu pasty lutownicze są charakteryzowane pod kątem typowego czasu, temperatury i warunków użytkowania, aby zapewnić stabilność produktu. Jednak na ich wydajność mogą mieć znaczący wpływ czynniki wykraczające poza laboratorium dewelopera. Stała funkcjonalność pasty lutowniczej na linii produkcyjnej opiera się na solidnym łańcuchu dostaw od surowców do drukarki szablonowej. Każde przerwanie tego łańcucha może negatywnie wpłynąć na wydajność.
Integralność opakowań i łańcucha dostaw
Pakowanie pasty lutowniczej jest procesem pracochłonnym i materiałochłonnym. Pasta lutownicza jest utrzymywana w niskiej temperaturze, a ekspozycja na czynniki środowiskowe jest ograniczona do kilku sekund - od momentu napełnienia pojemnika do momentu umieszczenia tłoka w słoiku lub nakręcenia nakrętki na kartridż. Pasta jest następnie pakowana w starannie zaprojektowane opakowanie, zaprojektowane tak, aby utrzymać produkt w chłodzie przez co najmniej 30 godzin, aby pokryć typowy czas transportu.
Pasta lutownicza nie może być narażona na działanie podwyższonych temperatur; w przeciwnym razie materiał może nie dotrzeć w pełni nienaruszony i nie będzie działać zgodnie z przeznaczeniem. Podwyższona temperatura zwiększa interakcje chemiczne w paście lutowniczej, które negatywnie wpływają na każdy aspekt jej działania. Zmiany te mogą być początkowo subtelne, a następnie pogarszać się z upływem czasu, czyniąc je jeszcze bardziej podstępnymi, niż gdyby pasta dotarła w stanie oczywiście nienadającym się do użytku. Drobne zmiany mogą prowadzić do zwiększonego ubytku, zmniejszonego zwilżania, zatkanych otworów i innych zmian w procesie, zmuszając inżynierów do wprowadzenia korekt w celu rozwiązania problemu słabnącej jakości druku, spadku wydajności na końcu linii lub obu tych czynników.
Transport i ekstremalne temperatury
Pasta lutownicza jest najbardziej narażona na ekstremalne temperatury podczas transportu. Według Federal Express, letnie temperatury w przestrzeni ładunkowej pojazdów naziemnych mogą być o 30⁰F wyższe niż temperatura otoczenia na zewnątrz pojazdu.
Aby zilustrować tę kwestię, w Phoenix, jednym z najgorętszych miast w USA, temperatury regularnie przekraczają 38°C (100°F), osiągając wartość szczytową 47°C (116°F). Korzystając z wytycznych FedEx +30⁰, warunki mogą wzrosnąć do 146°F (47°C). Z pewnością spowoduje to pewne interakcje i może już aktywować niektóre środki redukujące tlenki w paście lutowniczej, dosłownie zmuszając pastę do interakcji z samą sobą.
Nawet International Falls, MN, jedno z najzimniejszych miast w USA, może latem doświadczać dni z temperaturą 90°. Oznacza to, że niezabezpieczona pasta może mieć temperaturę nawet do 49°C (120°F), czyli temperaturę, której inżynierowie często używają do “utwardzania” wydruków dla złotych płytek SPI.
Transport morski może nie tylko ogrzać delikatny ładunek, ale także go zamrozić. FedEx twierdzi, że temperatury w głównych przedziałach ładunkowych większości samolotów szerokokadłubowych wahają się od 65⁰F (18⁰C) do 90⁰F (32⁰C). W międzyczasie, paczki w luźnym przedziale, sąsiadującym z zewnętrzną strukturą samolotu, mogą być narażone na temperatury podczas lotu tak niskie jak 0⁰F (-18⁰C).
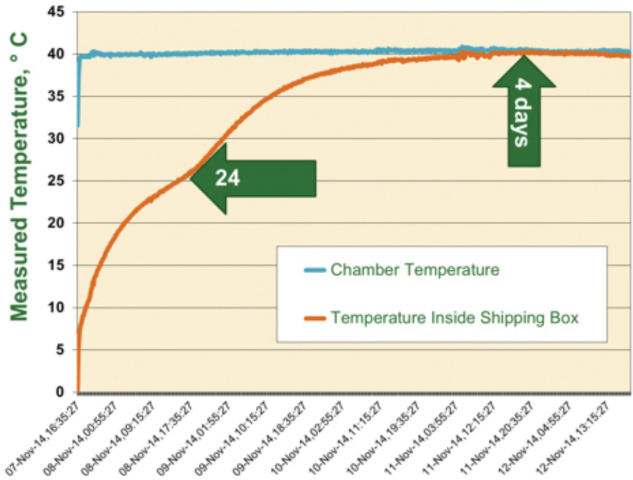
Warunki te wymagają szeroko zakrojonych działań, aby zapewnić, że starannie opracowana i wyprodukowana pasta lutownicza dotrze do klienta z jak najmniejszą zmiennością spowodowaną transportem. RYSUNEK 1 przedstawia wewnętrzną temperaturę kontenera transportowego, zaprojektowanego w celu złagodzenia zewnętrznych ekstremalnych temperatur, po umieszczeniu w komorze termicznej na pięć dni w temperaturze 104⁰F (40⁰C).
Obsługa i przechowywanie przez użytkownika końcowego
Ostatnim ogniwem w łańcuchu tranzytowym jest użytkownik końcowy. Możemy śmiało oszacować, że ponad trzy czwarte problemów związanych z obsługą pasty lutowniczej występuje po dostarczeniu jej do użytkownika końcowego. Problemy te można jednak zminimalizować, wdrażając następujące najlepsze praktyki:
- Natychmiastowe i odpowiednie przechowywanie: Po otrzymaniu pasty lutowniczej należy ją przechowywać zgodnie z zaleceniami producenta, zazwyczaj w warunkach chłodniczych. Upewnij się, że pracownicy doku odbiorczego są przeszkoleni w zakresie szybkiego rozpoznawania i właściwego przechowywania takich opakowań. Rozważ korzystanie z automatycznych aktualizacji śledzenia przesyłek od przewoźników w celu powiadamiania inżynierów lub personelu operacyjnego o przybyciu pasty.
- Zarządzanie zapasami: Należy rejestrować każdy pojemnik z pastą podczas przechowywania i śledzić, kiedy jest on wyjmowany do użycia, ściśle przestrzegając metody FIFO (pierwsze weszło - pierwsze wyszło).
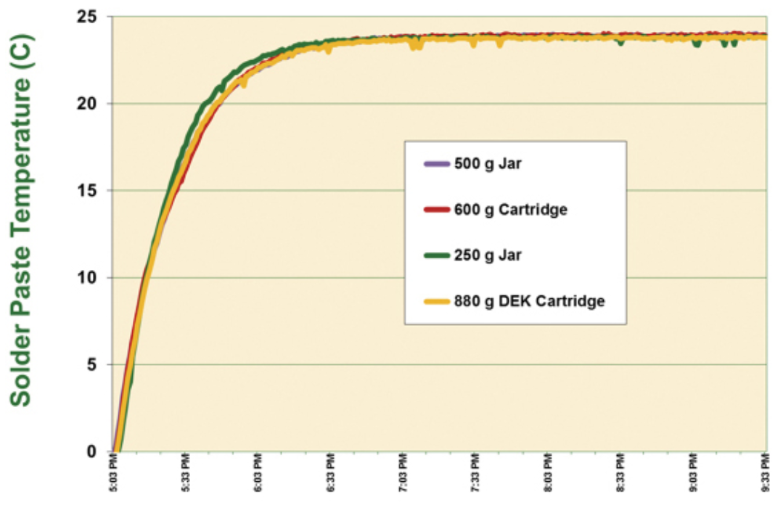
- Naturalna regulacja temperatury: Przed użyciem należy pozwolić paście lutowniczej naturalnie ogrzać się do temperatury otoczenia. Unikaj umieszczania pasty w pobliżu źródeł ciepła lub przedwczesnego otwierania pojemnika, ponieważ kondensacja wilgoci może pogorszyć wydajność pasty. (Patrz rysunek 2)
- Przygotowanie przed użyciem: Wymieszaj pastę w słoikach zgodnie z instrukcjami producenta, aby zapewnić jednorodność i gotowość do drukowania. Należy pamiętać, że kartridże zazwyczaj nie wymagają mieszania ze względu na ich mechanizm dozujący.
- Unikaj mieszania past: Nigdy nie mieszaj zużytej pasty lutowniczej z nieużywaną. Zanieczyszczenia ze zużytej pasty mogą znacząco pogorszyć jakość i wydajność pozostałego materiału.
- Kontrolowane środowisko produkcyjne: Utrzymuj obszar produkcyjny w optymalnym zakresie temperatur od 72°F do 80°F i wilgotności względnej (RH) od 40% do 50%. Jednak geografia, sezonowość i możliwości obiektu są często poza kontrolą inżyniera. Wybór pasty lutowniczej, która dobrze sprawdza się w wybranych warunkach produkcyjnych, jest kluczem do pomyślnych wyników.
Wnioski
Od produkcji po końcowe zastosowanie, zarządzanie wieloma czynnikami wpływającymi na wydajność pasty lutowniczej ma kluczowe znaczenie dla utrzymania wysokiej jakości druku i wydajnych linii montażowych. Wdrażając rygorystyczne kontrole w całym cyklu życia pasty lutowniczej, producenci i użytkownicy końcowi mogą znacznie zmniejszyć zmienność i zwiększyć ogólną niezawodność produktu.
Pierwotnie opublikowany w Circuits Assembly