

作者:蒂莫西-奥尼尔
S老浆糊 粘度和触变性能影响其在不同生产环境中的性能。
粘度是流体流动阻力的度量。把它想象成流体的 "厚度 "或 "稀薄度"。流动缓慢的流体(如糖浆)粘度较高,而容易流动的流体(如水)粘度较低。
表 1 显示了各种液体的典型粘度,以供参考。
| 70°F 时的材料 | 近似粘度(厘泊)(cps |
| 水 | 1-5 cps |
| 血液 | 10-20 cps |
| 玉米油 | 50-100 cps |
| 枫糖浆 | 150-200 cps |
| 甘油 | 1-2 kcps |
| 蜂蜜 | 2-3 kcps |
| 糖蜜 | 5-10 kcps |
| 番茄酱 | 50-70 kcps |
| 花生酱 | 500 kcps |
| 焊膏 - 新 | 500-700 kcps |
| 焊膏 - 旧 | 750-1,000 kcps |
| 植物起酥油 | 1,000 kcps |
| 填缝剂 | 5,000 kcps |
| 油灰 | 10,000 kcps |
触变性是某些非牛顿流体独有的特性。它描述了流体的粘度在外力作用下如何发生变化,但在应力消除后又如何逐渐恢复。(牛顿流体与非牛顿流体的区别在于,前者无论外力如何作用,都能保持稳定的粘度)。
墙面漆就是触变性非牛顿流体的一个例子。在刷涂或辊涂过程中,为了便于流动和填补瑕疵,涂料在受力时会变稀,但一旦受力消失,涂料又会迅速变稠,以防止流淌和滴落。
焊膏印刷在这方面很像油漆。刮刀在钢网上滚动焊锡时会产生剪切力。这可以暂时降低粘度,使焊膏流动并填满钢网孔。一旦力被移除,焊膏就会变稠,从而在钢网被抬起后保持孔的形状。
大批量生产:需要稳定的粘度
在大批量、高产量生产中,快速应用工艺要求焊膏能够承受较高的印刷速度和刮刀压力。这将对焊膏产生更大的剪切力,帮助焊膏流入钢网开孔,但同时也要求焊膏迅速恢复到原来的厚度。
太稠的焊膏可能无法充分剪切变薄,导致开孔填充不完全或钢网清洁要求过高。相反,太稀的焊膏可能会扩散或坍塌,导致桥接或焊球。因此,对于大批量生产线来说,具有平衡初始粘度和响应触变特性的焊膏是最佳选择。
高混合环境:利用触变特性
在高混合环境中,印刷电路板的布局多种多样,生产周期较短,因此焊膏的柔韧性成为一个关键因素。触变性使锡膏能够根据印刷过程中施加的剪切力调整粘度。这种适应性可确保焊膏在从低速、低压应用到需要快速沉积的各种条件下都能表现出色。
在这种环境下,理想的焊膏具有稳定的触变性能,可提供宽广的工艺窗口,以适应不同的刮刀速度、压力和钢网设计,而不会影响转移效率或一次通过良率。
实例
图 1 显示了两种不同焊膏在剪切力下的反应。焊膏 A 的初始粘度较高,在剪切应力作用下粘度下降得更明显。这种行为表明,虽然焊膏 A 在特定条件下可能表现良好,但其较窄的工艺窗口可能会限制其在各种生产情况下的有效性。
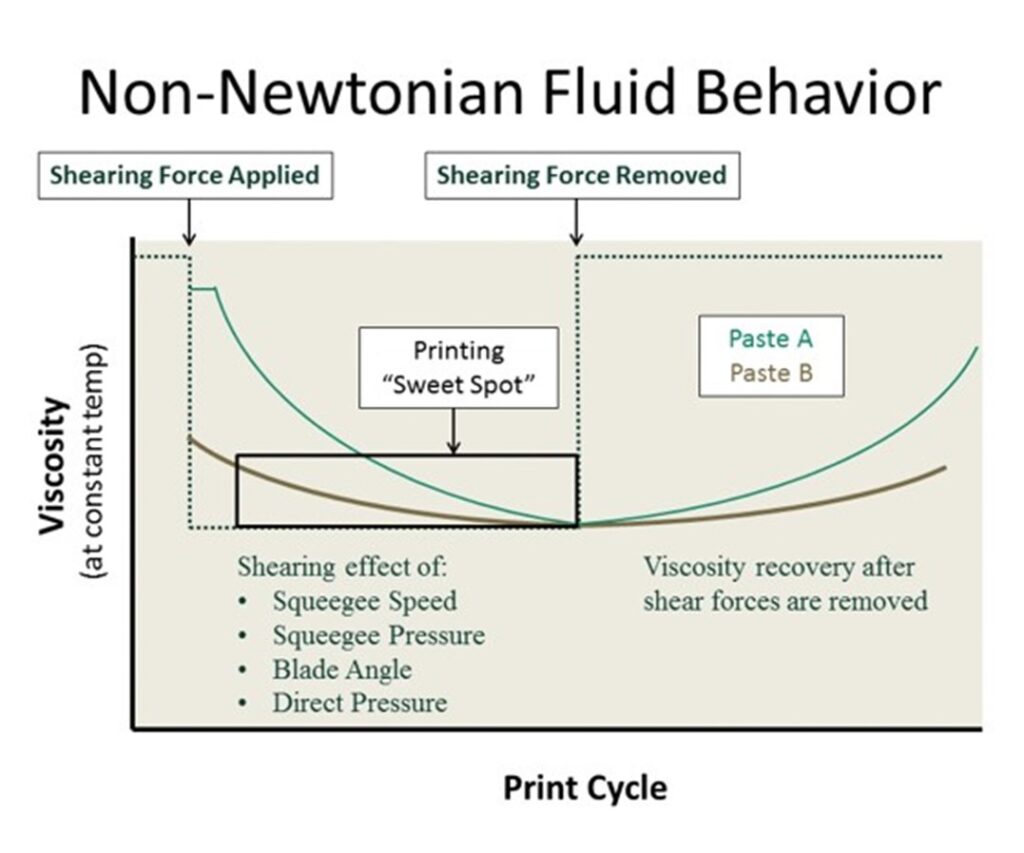
焊膏 B 的初始粘度较低,在剪切力作用下的稀化程度也不明显。这就为各种印刷条件提供了更稳定的性能,而这往往是现代焊膏最需要的。
管理焊膏粘度的实用技巧
选择合适的浆料并调整工艺参数有助于实现最佳效果。这需要了解生产环境的具体需求和现有浆料的性能。
- 不要认为初始粘度低就是质量差或坍落度大。许多新配方都是"宽视窗"浆料具有更稳定的触变性能。
- 目测粘度已经过时。如果粘度被用作进货筛选程序,则应在粘度计上进行测量,并与制造商的规格进行比较。
- 重新考虑锡膏调节/混合设备的使用。这些设备通常在印刷前旋转或摆动焊膏,以剪切稀化焊膏。 经过这一过程后,焊膏可能无法恢复其原有的预期特性。
锡膏研究的未来
未来的研究重点是开发更能适应电子制造不断变化的需求的焊膏。
这项研究可能会侧重于几个关键领域:
- 工程改进:开发网目更细的粉末以及更好的粉末分类技术,以促进超小型组件的生产。
- 冶金创新:新型焊料合金粉的开发。
- 材料科学创新:开发新的或改进的助熔剂化学成分和触变剂,以加强对粘度和恢复行为的控制。
- 先进的配方技术:利用纳米技术、响应性聚合物和先进化学技术,制造出可根据生产条件进行动态调节的焊膏。
- 环境和操作稳定性:确保新配方在各种环境条件下和长时间储存后仍能保持其性能特点。
通过拥抱最新进展并为未来创新做好准备,制造商可以继续应对不断变化的市场挑战。
最初发表于 电路组装.