

Timothy O'Neill
Podczas gdy drukowanie szablonowe od dawna jest kamieniem węgielnym nakładania pasty lutowniczej, napotyka ono ograniczenia w przypadku bardzo małych lub dużych komponentów. Wyzwanie to podkreśla potrzebę adaptowalnych i innowacyjnych metod nakładania pasty lutowniczej. W tym artykule zagłębiamy się w sferę zaawansowanych technologii dozowania, badając rozwiązania, które mogą pomóc w przezwyciężeniu typowych wyzwań produkcyjnych.
Wyzwania związane z zastosowaniem pasty lutowniczej
Druk szablonowy, pomimo swojej wydajności, zmaga się z dwoma skrajnymi rozmiarami komponentów - powierzchnia matrycy i dolne zakończenia komponentów nadal się kurczą, podczas gdy złącza i inne komponenty mogą zwiększać swój rozmiar. Ta zmienność ogranicza możliwości druku szablonowego. Dozowanie oferuje zaletę nieskończonej elastyczności, umożliwiając wytwarzanie zarówno niewielkich, jak i znacznych depozytów, jednocześnie płynnie integrując się z istniejącym procesem SMT.
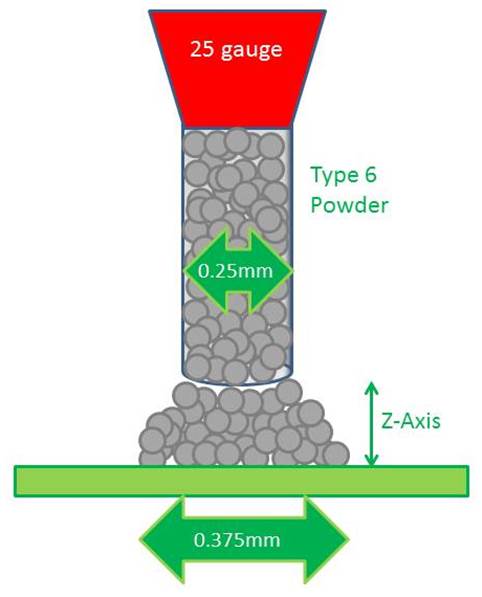
Na przykład igła dozująca o rozmiarze 25 ma wewnętrzną średnicę 10 milimetrów lub 0,25 mm i długość 0,25" lub 6,35 mm. Gdybyśmy potraktowali tę końcówkę jako otwór szablonu i obliczyli jej współczynnik powierzchni, wyniósłby on 0,10, co jest uważane za niemożliwe na szablonie pięciokrotnie! Bez ciśnienia dozownika i drobniejszych cząstek lutowia w paście, nic nie osadziłoby się na płytce drukowanej. Rysunek 1 przedstawia typową igłę o średnicy 25 mm, która wytwarza 15-milimetrową lub 0,375-milimetrową warstwę pasty lutowniczej typu 6.
Przegląd technik dozowania
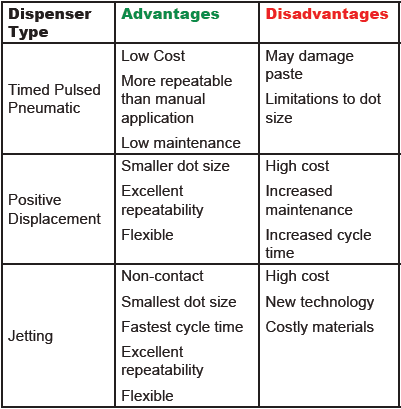
Technologia dozowania obejmuje kilka metod, z których każda ma swoje unikalne zalety i ograniczenia. Tabela 1 podsumowuje zalety i wady trzech głównych klas urządzeń dozujących stosowanych do osadzania pasty lutowniczej.
Pomimo widocznych korzyści, podstawową wadą dozowania jest jego czas cyklu, znacznie wolniejszy w porównaniu do tysięcy osadów, które rakla może osiągnąć za jednym pociągnięciem podczas drukowania szablonowego. Jednakże, gdy konfiguracja podłoża lub komponentu i wymagania dotyczące objętości pasty lutowniczej nie pozwalają na drukowanie szablonowe, dozowanie pasty lutowniczej może być najlepszą opcją, samodzielnie lub jako dodatek do drukowania. Niektóre modele drukarek szablonowych mają nawet opcjonalne wewnętrzne dozowniki pasty (i kleju), jak pokazano na rysunku 2.

Optymalizacja dozowania pod kątem wydajności i jakości
Osiągnięcie sukcesu dzięki technologiom dozowania wymaga starannego rozważenia wyboru sprzętu i dostosowania procesu. Dozowana pasta lutownicza składa się z dwóch podstawowych składników: proszku stopu lutowniczego i topnika. Ponieważ gęstości lutu i topnika są tak różne, utrzymanie jednorodnej zawiesiny podczas dozowania jest wyzwaniem.
Dodatkowo, proszek lutowniczy jest materiałem cząsteczkowym, co zwiększa prawdopodobieństwo, że dozowniki będą się od czasu do czasu zatykać. Aby uniknąć separacji lub zatykania się dozowników pneumatycznych i wyporowych, należy dokładnie przestrzegać kilku kluczowych wytycznych:
- Używaj możliwie najkrótszej końcówki.
- Utrzymuj ciśnienie powietrza na jak najniższym poziomie; <40 psi (2,75 bara) w przypadku dozowania impulsowego i <10 psi (0,7 bara) w przypadku wyporu dodatniego i nie włączaj ani nie wyłączaj ciśnienia powietrza.
- Kontroluj wysokość osi Z względem podłoża, ma to kluczowe znaczenie dla powtarzalności i odtwarzalności rozmiaru kropki.
- Przed użyciem pastę lutowniczą należy przechowywać w lodówce, grotem do dołu. W przypadku ogrzania do temperatury otoczenia, nie przechowywać ponownie w lodówce.
- Gdy pasta zacznie zatykać końcówkę dozującą, należy ją usunąć.
Modyfikacje rozmiaru siatki proszku i zawartości metalu mogą być również konieczne wraz ze zmniejszaniem się wewnętrznej średnicy końcówki dozującej, co wymaga współpracy z dostawcami materiałów w celu zapewnienia kompatybilności i wydajności.
Postępy w technologii wtryskiwania pasty lutowniczej
Rozpylanie pasty lutowniczej zyskało popularność dzięki swojej elastyczności i precyzji, pozwalając na łatwe dostosowanie lokalizacji i ilości pasty. Najnowsza technologia jettingu nie do końca dorównuje szybkości drukowania, ale znacznie zmniejszyła lukę w porównaniu do swoich poprzedników. Jest to technologia warta rozważenia dla producentów mieszanek o dużej objętości lub prototypów.
Dodatkowo, zawory wtryskowe pasty są obecnie montowane w urządzeniach do kontroli pasty lutowniczej, aby zapewnić monterom bezdotykową metodę korygowania niewystarczających osadów pasty zidentyfikowanych przez system SPI (rysunek 3). Pasta może być również wtryskiwana na elementy PCB wymagające dodatkowej pasty lutowniczej, potencjalnie eliminując potrzebę stosowania stopniowanych szablonów, drogich preform lub niekonwencjonalnych technik drukowania.

Rozważania strategiczne dotyczące sukcesu w dystrybucji
Jeśli chodzi o osadzanie pasty lutowniczej, drukowanie szablonowe jest prawie zawsze pierwszym wyborem, ponieważ jest to standard branżowy. Dostępność materiałów oraz ogromna baza zasobów i wiedzy w społeczności technicznej również sprawiają, że drukowanie jest preferowaną opcją. Ale gdy samo drukowanie nie może dostarczyć wystarczająco małych lub dużych ilości pasty lutowniczej, często rozwiązaniem jest dozowanie.
Kluczem do sukcesu metod dozowania jest współpraca pomiędzy montażystami, dostawcami materiałów i producentami sprzętu. Zrozumienie nieodłącznych właściwości pasty lutowniczej i niuansów technicznych sprzętu dozującego może znacząco wpłynąć na wydajność i jakość procesów montażu PCB.