

Timothy O'Neill
W niedawnym badaniu koncentrującym się na optymalizacji wydajności transferu pasty lutowniczej, w początkowej fazie wykorzystano szablony powlekane fabrycznie, aby wyizolować i zrozumieć wpływ wielkości proszku stopu lutowniczego na wydajność drukowania. Takie podejście zapewniło precyzyjne dane poprzez zminimalizowanie zmian spowodowanych szablonami.
Nasze dalsze badanie bada implikacje korzystania z niepowlekanych szablonów, które są używane w wielu środowiskach produkcyjnych.
Przegląd technologii szablonów
Fabrycznie stosowane nanopowlekane szablony są zaprojektowane w celu zwiększenia uwalniania pasty lutowniczej, podczas gdy niepowlekane szablony są nadal szeroko stosowane ze względu na ich opłacalność. Wybór pomiędzy tymi szablonami może odgrywać znaczącą rolę w określaniu jakości i wydajności nakładania pasty lutowniczej.
Metodologia testowania
Nasze wewnętrzne laboratorium aplikacji przeprowadziło szeroko zakrojone testy w celu porównania wydajności szablonów powlekanych i niepowlekanych. Poinstruowaliśmy naszego dostawcę szablonów, aby dostarczył szablony z nanopowłoką i bez niej, przy użyciu tych samych materiałów, maszyn i operatorów. Wykorzystując kontrolowane środowisko, tych samych inżynierów i spójny sprzęt, staraliśmy się zminimalizować zmienne inne niż powłoka szablonu i rodzaj pasty. W testach wykorzystano pasty lutownicze T4 i T5 i zbadano ich interakcje z oboma typami szablonów w różnych proporcjach powierzchni apertury.
Kryteria jakości druku
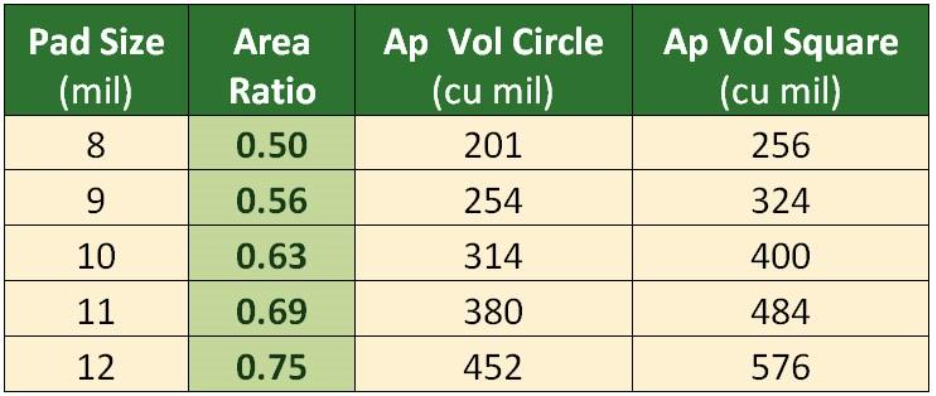
Do oceny jakości druku wykorzystano dwa kluczowe wskaźniki: Efektywność transferu (TE) i współczynnik zmienności (CV). Solidny proces drukowania jest definiowany przez TE co najmniej 80% i CV 10% lub mniej. Testy te pomagają zapewnić spójność i niezawodność aplikacji pasty lutowniczej. Skupiliśmy się na elementach drukowanych o współczynnikach powierzchni (AR) od 0,50 do 0,75, więc przy użyciu folii o grubości 4 mil (100 μm) przyjrzeliśmy się elementom o rozmiarach od 8 do 12 mil (200 - 300 μm). Współczynniki powierzchni i teoretyczne objętości apertury (w milimetrach sześciennych) przedstawiono w tabeli 1.
Wpływ definicji padów
Zarówno w badaniach pierwotnych, jak i uzupełniających stwierdzono, że definicja padów ma znaczący wpływ na jakość druku - pady zdefiniowane przez maskę lutowniczą (SMD) wykazały mniejszą zmienność osadu przy mniejszej całkowitej objętości, podczas gdy pady niezdefiniowane przez maskę lutowniczą (NSMD) powodowały większą zmienność osadu, ale przy większej objętości. W przypadku drukowania drobnych elementów na chipach 0201 lub 01005, LGA, BTC lub innych pakietach bezołowiowych, ograniczenie zmienności osadu pasty jest większym priorytetem niż zastosowanie większej objętości pasty. Projekty apertur szablonów można modyfikować w celu zwiększenia objętości depozytu, podczas gdy niespójne depozyty są niekontrolowaną odpowiedzialnością.
Rysunek 1 ilustruje wpływ padów SMD i NSMD.
W tym badaniu zdecydowaliśmy się użyć padów SMD, aby zachować spójność i obserwować wyniki w najlepszym scenariuszu.
Wyniki i analiza
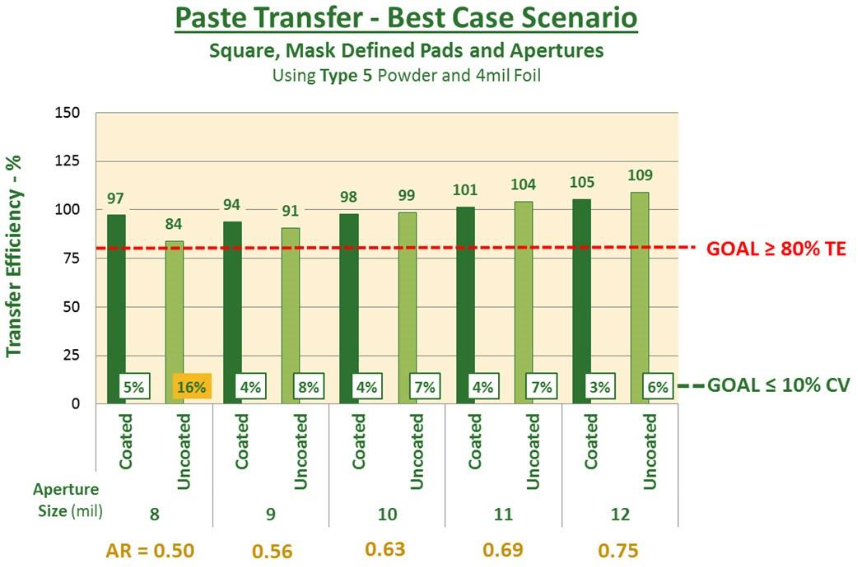
Nasze wyniki ujawniły wyraźne różnice między szablonami powlekanymi i niepowlekanymi w ich zdolności do spełnienia pożądanych kryteriów TE i CV. Powlekane szablony generalnie osiągały wyższe TE w szerszym zakresie współczynników apertury. Podobnie oceniono wpływ rodzajów pasty lutowniczej (T4 vs. T5), wskazując, że powlekane szablony w połączeniu z pastą T4 zapewniają najlepszą kombinację dla osiągnięcia wysokiego TE i niskiego CV, jak pokazano na rysunku 2 i rysunku 3.
Porównywanie wyników CV
Używając pasty T4, możemy osiągnąć cel CV 10% lub mniej przy AR 0,50 przy użyciu powlekanego szablonu. Jednak nie możemy osiągnąć naszego celu za pomocą niepowlekanego szablonu, dopóki AR nie osiągnie 0,63. Pasta lutownicza T5 odniosła sukces przy AR 0,50 z powlekanym szablonem, ale dopiero przy AR 0,56 z niepowlekanym szablonem. Dlatego niezależnie od tego, czy używana jest pasta T4 czy T5, powlekany szablon zapewnia lepsze wyniki CV.
Porównywanie wyników TE
W przypadku niepowlekanego szablonu pasta typu 4 nie osiągnęła ani odcięcia TE 80%, ani odcięcia CV 10% przy AR 0,50. Ledwo osiągnęła wartość referencyjną TE na 0,56 AR, ale z niedopuszczalnie wysokim CV. Typ 5 spełnił kryteria TE ≥ 80% przy wszystkich AR na obu szablonach, ale nie spełnił kryterium CV przy 0,50 bez pomocy nanopowłoki. Ponownie, niezależnie od tego, czy użyto pasty T4 czy T5, powlekany szablon dał lepsze wyniki.
Po nałożeniu wyników, pasty T4 wydrukowane przy użyciu szablonów z nanopowłoką spełniały kryteria jakości druku przy wszystkich testowanych AR i działały niemal identycznie jak pasty T5 przy AR 0,63 i wyższych. Co więcej, nawet gdy niepowlekany szablon spełniał kryteria, nadal wykazywał około dwukrotnie większą zmienność niż jego powlekany odpowiednik.
Kolejna obserwacja dotycząca wpływu nanopowłoki na TE: Zapewnia ona wzrost w niskich zakresach AR, ale nie w wyższych. Oznacza to, że możemy konsekwentnie oczekiwać większej ilości pasty na naszych drobnych wydrukach, przy jednoczesnym zachowaniu stabilności naszych większych wydruków.
Wnioski i zalecenia
Chociaż szablony powlekane są droższe, ich koszt należy porównać z korzyściami, jakie wnoszą do procesu drukowania, szczególnie w przypadku zastosowań wysokonakładowych lub wymagających wysokiej precyzji. Zmniejszając odchylenia w druku i poprawiając TE, powlekane szablony mogą prowadzić do niższych wskaźników defektów i niższych kosztów przeróbek. eksperymentów i realizacji, a Carlos Tafoya, dyrektor ds. wsparcia technicznego AIM, za wskazówki i wiedzę.
Pierwotnie opublikowany w Circuits Assembly.