

Von Gayle Towell
Lötpaste ist eine komplizierte Mischung aus Metallpulvern, Säuren, Thixotropiermitteln, Lösungsmitteln und einer Vielzahl anderer Chemikalien. Wenn sie kombiniert werden, können die Reaktionen und Wechselwirkungen äußerst vielfältig und komplex sein. Bei der Entwicklung der Lötpastenchemie ist nicht nur die Leistung während des Prozesses entscheidend, sondern auch die Frage, wie die Stabilität dieser Leistung im Laufe der Zeit, bei Temperaturschwankungen und im Gebrauch erhalten werden kann.
Die entscheidende Rolle des Schablonendrucks
Der Schablonendruck ist ein zentraler Prozess an der Montagelinie, der die Grundlage für die gesamte Montage bildet. Ein qualitativ hochwertiger Druck kann den Bedarf an Nacharbeit erheblich reduzieren, während ein schlechter Druck diese mit Sicherheit erforderlich macht. Die Druckqualität und der Leiterplattenbestückungsprozess im Allgemeinen sind anfällig für verschiedene äußere Einflüsse wie Umgebungsbedingungen, Einrichtungsänderungen und Schwankungen des Bedienpersonals, was die Notwendigkeit einer konsistenten Lötpastenleistung unterstreicht, um Fertigungsabweichungen zu minimieren.
Lötpaste Produktentwicklung
Das erste Glied in der Kette ist der Herstellungsprozess der Lotpaste und ihrer Bestandteile. Die Herstellung und Lagerung des Pulvers erfolgt unter streng kontrollierten Bedingungen. Die Rohstoffe für das Flussmittel erfordern eine kontrollierte Lagerung, und das Flussmittel wird ebenfalls unter streng kontrollierten Bedingungen und mit einer Fülle von Qualitätskontrollmaßnahmen hergestellt. Die kleinste Anomalie in der Flussmittelproduktion kann zu inakzeptablen Ergebnissen an der Montagelinie des Kunden führen.
Das Pulver und das Flussmittel werden in einem anspruchsvollen Prozess gemischt. Danach beginnt die Verantwortung für die Minimierung der Variabilität vom Pastenhersteller über die gesamte Kette bis hin zu Verpackung, Versand, Vertrieb und Endverbraucher.
Während der Produktentwicklung werden Lötpasten unter typischen Zeit-, Temperatur- und Einsatzbedingungen charakterisiert, um die Produktstabilität zu gewährleisten. Ihre Leistung kann jedoch durch Einflüsse außerhalb des Labors des Entwicklers stark beeinträchtigt werden. Die gleichbleibende Funktionalität von Lotpasten in der Produktionslinie hängt von einer stabilen Überwachungskette ab, die von den Rohstoffen bis zum Schablonendrucker reicht. Jede Unterbrechung dieser Kette kann sich nachteilig auf die Leistung auswirken.
Verpackung und Integrität der Lieferkette
Die Verpackung von Lotpaste ist ein arbeits- und materialintensiver Prozess. Lotpaste wird kühl gehalten, und die Umwelteinwirkung ist auf wenige Sekunden beschränkt - von der Befüllung des Behälters bis zum Einsetzen des Kolbens in das Gefäß oder dem Aufschrauben des Deckels auf die Kartusche. Anschließend wird die Paste in einer sorgfältig entwickelten Verpackung verpackt, die das Produkt mindestens 30 Stunden lang kühl hält, um typische Transportzeiten abzudecken.
Lötpaste darf keinen hohen Temperaturen ausgesetzt werden, da das Material sonst möglicherweise nicht vollständig intakt ist und nicht wie vorgesehen funktioniert. Eine höhere Temperatur erhöht die chemischen Wechselwirkungen innerhalb der Lotpaste, die sich auf jeden Aspekt ihrer Leistung negativ auswirken. Diese Veränderungen können zunächst subtil sein und sich im Laufe der Zeit verschlimmern, so dass sie noch heimtückischer sind, als wenn die Paste in einem offensichtlich unbrauchbaren Zustand angekommen wäre. Geringfügige Abweichungen können zu erhöhter Lunkerbildung, verminderter Benetzung, verstopften Öffnungen und anderen Prozessabweichungen führen und zwingen die Techniker, Anpassungen vorzunehmen, um die schwankende Druckqualität, die sinkende Ausbeute am Ende der Fertigungslinie oder beides zu beheben.
Transport und Temperaturextreme
Lötpaste ist während des Transports am ehesten extremen Temperaturschwankungen ausgesetzt. Nach Angaben von Federal Express können die Temperaturen im Frachtraum von Landfahrzeugen im Sommer bis zu 30⁰F höher sein als die Umgebungstemperatur außerhalb des Fahrzeugs.
Zur Veranschaulichung: In Phoenix, einer der heißesten Städte der USA, übersteigen die Temperaturen regelmäßig 38°C (100°F) und erreichen Spitzenwerte von 47°C (116°F). Legt man die FedEx-Richtlinien von +30⁰ zugrunde, können die Bedingungen auf 47°C (146°F) ansteigen. Dies führt sicherlich zu einigen Wechselwirkungen und kann bereits einige der oxidreduzierenden Mittel in der Lötpaste aktiviert haben, was die Paste buchstäblich dazu zwingt, mit sich selbst zu interagieren.
Selbst in International Falls, MN, einer der kältesten Städte der USA, kann es im Sommer 90 Grad heiß werden. Das bedeutet, dass ungeschützte Paste Temperaturen von bis zu 49 °C (120 °F) ausgesetzt sein kann, eine Temperatur, die Ingenieure häufig zum “Aushärten” von Drucken für SPI-Goldboards verwenden.
Der Versand kann die empfindliche Fracht nicht nur erhitzen, sondern auch einfrieren. Laut FedEx schwanken die Temperaturen in den Hauptfrachträumen der meisten Großraumflugzeuge zwischen 18 und 32 Grad Celsius. In der Zwischenzeit können Pakete in der Massengutabteilung, die an die Außenstruktur des Flugzeugs angrenzt, während des Flugs Temperaturen von bis zu -18°C ausgesetzt sein.
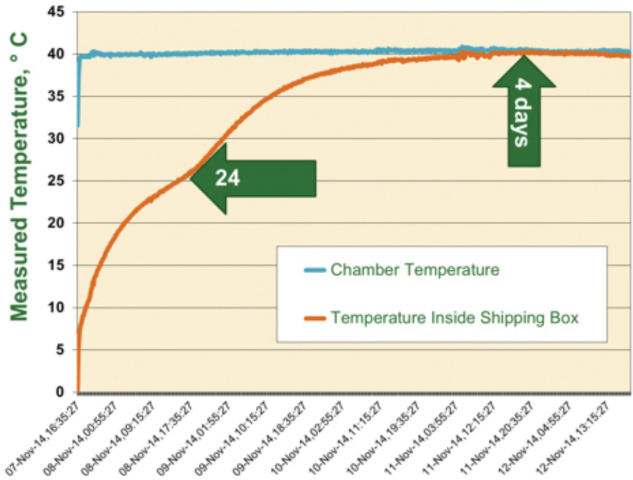
Diese Bedingungen erfordern umfangreiche Maßnahmen, um sicherzustellen, dass die sorgfältig entwickelte und hergestellte Lötpaste mit möglichst geringen transportbedingten Schwankungen beim Kunden ankommt. ABBILDUNG 1 zeigt die Innentemperatur eines Versandbehälters, der so konstruiert ist, dass er extreme Außentemperaturen abfedern kann, wenn er fünf Tage lang in einer Wärmekammer bei 40 °C gelagert wird.
Handhabung und Lagerung beim Endverbraucher
Das letzte Glied in der Transportkette ist der Endverbraucher. Wir können mit Sicherheit davon ausgehen, dass über drei Viertel der Probleme im Zusammenhang mit der Handhabung von Lotpaste nach der Lieferung an den Endverbraucher auftreten. Diese Probleme können jedoch durch die Umsetzung der folgenden bewährten Verfahren minimiert werden:
- Sofortige und sachgemäße Lagerung: Lagern Sie die Lötpaste nach Erhalt wie vom Hersteller empfohlen, in der Regel unter Kühlung. Stellen Sie sicher, dass die Mitarbeiter im Wareneingang geschult sind, diese Pakete schnell zu erkennen und richtig zu lagern. Ziehen Sie in Erwägung, automatische Tracking-Updates von Frachtunternehmen zu nutzen, um Ingenieure oder Betriebspersonal über die Ankunft der Paste zu informieren.
- Verwaltung der Bestände: Protokollieren Sie jeden Pastenbehälter bei der Einlagerung und verfolgen Sie, wann er zur Verwendung entnommen wird, und halten Sie sich dabei streng an die FIFO-Methode (First-in-First-out).
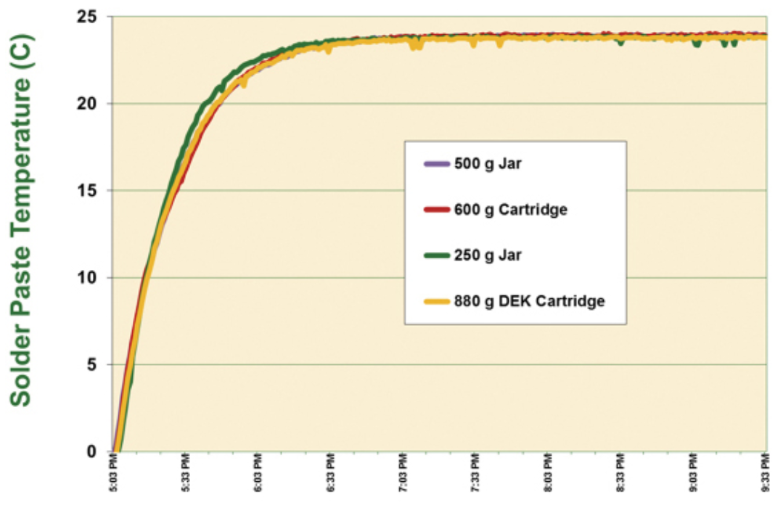
- Natürliche Temperaturanpassung: Lassen Sie die Lötpaste vor der Verwendung auf natürliche Weise auf Umgebungstemperatur anwärmen. Vermeiden Sie es, die Paste in der Nähe von Wärmequellen zu platzieren oder den Behälter zu früh zu öffnen, da Feuchtigkeitskondensation die Leistung der Paste beeinträchtigen kann. (Siehe Abbildung 2)
- Vorbereitung vor dem Gebrauch: Rühren Sie die Paste in den Gläsern gemäß den Anweisungen des Herstellers um, um sicherzustellen, dass sie gleichmäßig und druckfertig ist. Beachten Sie, dass Kartuschen aufgrund ihres Dosiermechanismus normalerweise nicht umgerührt werden müssen.
- Vermeiden Sie das Mischen von Pasten: Mischen Sie niemals gebrauchte mit unbenutzter Lotpaste. Verunreinigungen aus der gebrauchten Paste können die Qualität und Leistung des übrigen Materials erheblich beeinträchtigen.
- Kontrollierte Produktionsumgebung: Halten Sie den Produktionsbereich innerhalb eines optimalen Temperaturbereichs von 72°F bis 80°F und einer relativen Luftfeuchtigkeit (RH) von 40% bis 50%. Geografische Gegebenheiten, saisonale Schwankungen und die Möglichkeiten der Anlage liegen jedoch oft außerhalb der Kontrolle des Ingenieurs. Die Auswahl einer Lötpaste, die unter bestimmten Produktionsbedingungen gut funktioniert, ist der Schlüssel zu einem erfolgreichen Ergebnis.
Schlussfolgerung
Von der Herstellung bis zur Endanwendung ist die Beherrschung der vielen Faktoren, die sich auf die Leistung der Lotpaste auswirken, entscheidend für die Aufrechterhaltung einer hohen Druckqualität und effizienter Montagelinien. Durch die Einführung strenger Kontrollen während des gesamten Lebenszyklus der Lotpaste können Hersteller und Endverbraucher die Variabilität erheblich reduzieren und die allgemeine Produktzuverlässigkeit verbessern.
Ursprünglich veröffentlicht in Circuits Assembly