

Por Timothy O’Neill, Carlos Tafoya y Andres Lozoya
No se puede subestimar el papel que desempeña la química de la limpieza bajo el esténcil en la impresión por esténcil. Comprender sus efectos es crucial para lograr un rendimiento de impresión óptimo en los procesos de tecnología de montaje superficial (SMT). Sin embargo, como cualquier ingeniero puede atestiguar, las pruebas de laboratorio a menudo no se corresponden con los resultados de campo. Mientras que los datos de laboratorio se desarrollan en condiciones ideales para generar resultados precisos y repetibles, un entorno de producción introduce variables que son difíciles de reproducir en un entorno de laboratorio.
En este estudio, el laboratorio de aplicaciones de AIM intenta reducir esta diferencia aproximándose a un entorno de producción en una prueba de impresión de varias horas. ¿El objetivo? Para cuantificar el efecto del disolvente de limpieza bajo el esténcil en el rendimiento de la soldadura en pasta, comparamos el alcohol isopropílico (IPA) utilizado habitualmente con un nuevo limpiador de esténciles.
El impacto potencial del alcohol isopropílico (IPA) en la soldadura en pasta
El alcohol isopropílico (IPA) se utiliza habitualmente en la industria debido a su rentabilidad y disponibilidad. Sin embargo, aunque es un disolvente eficaz, no se recomienda como limpiador de esténciles durante el proceso. El IPA no es un componente de las pastas de soldadura, lo que significa que puede introducir cambios en la pasta que afecten negativamente a su rendimiento.
Un cambio notable es que la pasta expuesta al IPA puede volverse pegajosa, reduciendo su eficacia de transferencia. Estos efectos son detectables mediante equipos de inspección de soldadura en pasta (SPI). Pero hay cambios más sutiles que pueden dar lugar a problemas más difíciles de detectar. Por ejemplo, una soldadura en pasta defectuosa puede provocar la acumulación de flux en la parte inferior del esténcil, lo que puede deteriorar la resolución de impresión. Y una resolución de impresión deficiente puede provocar defectos de soldadura, como la formación de cortos y de bolas de soldadura.
Detalles del experimento
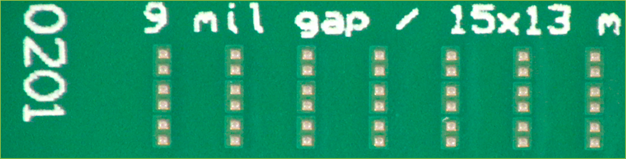
Se eligió una serie de componentes 0201 para el experimento porque son los que mejor demuestran los aspectos más difíciles de un montaje típico. TABLA 1 muestra las dimensiones de las aberturas del esténcil para el componente 0201 probado. La IMAGEN 1 muestra una sección del vehículo de ensayo utilizado para el experimento.
| Ref | Longitud (µm) | Ancho (µm) | Área Ratio | Grosor del esténcil | Componentes por tablilla | Pads por Tablilla |
|---|---|---|---|---|---|---|
| 0201 | 368 | 310 | 0.82 | 4mil/100µm | 30 | 60 |
Tabla 1. Dimensiones de apertura de esténciles
Flujo de la prueba y mediciones
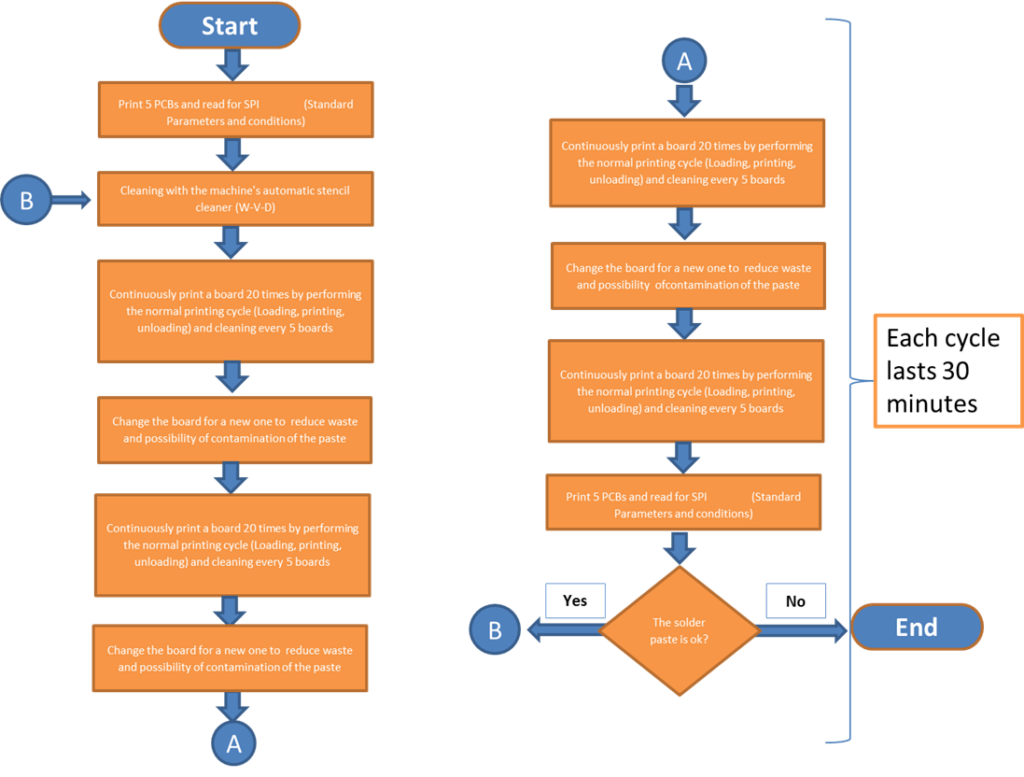
Este experimento requería simular un entorno de producción mientras se aislaba el efecto del disolvente de limpieza en una soldadura en pasta no clean SAC305. La IMAGEN 2 es un diagrama de flujo del experimento que detalla los pasos de la prueba, y la TABLA 2 resume los datos de referencia.
Utilizando el mismo vehículo de prueba, se ejecutaron 80 ciclos de impresión en 30 minutos con un ciclo de limpieza wet-vac-dry bajo el esténcil realizado después de cada cinco PCBs. Después de 30 minutos, se imprimieron cinco tablillas de prueba vírgenes y se recogieron las mediciones de altura y volumen SPI. La prueba se realizó durante 8 horas (un turno de producción típico) y no se repuso la pasta de soldadura durante la prueba para minimizar la dilución del disolvente bajo el esténcil en la pasta fresca.
| Tableros probados | Componentes totales | Total almohadillas | Pads por Tablilla | Ciclos de limpieza totales | Ciclos de impresión totales |
|---|---|---|---|---|---|
| 80 | 2400 | 4800 | 60 | 272 | 1360 |
Tabla 2. Datos de mediciones
Análisis de inspección de pastas de soldadura (SPI)
La inspección de la pasta de soldadura (SPI) ofrece información valiosa sobre el rendimiento de las pastas de soldadura en diferentes condiciones. Al comparar los valores de SPI con diferentes disolventes, obtenemos una comprensión más clara de sus respectivos impactos en la pasta de soldadura. El volumen y la altura del depósito de pasta medidos se promediaron para cada tablilla probada. Los límites mín./máx. del SPI suelen fijarse en 100% ±50%. La IMAGEN 3 ilustra cómo leer los datos del gráfico SPI.
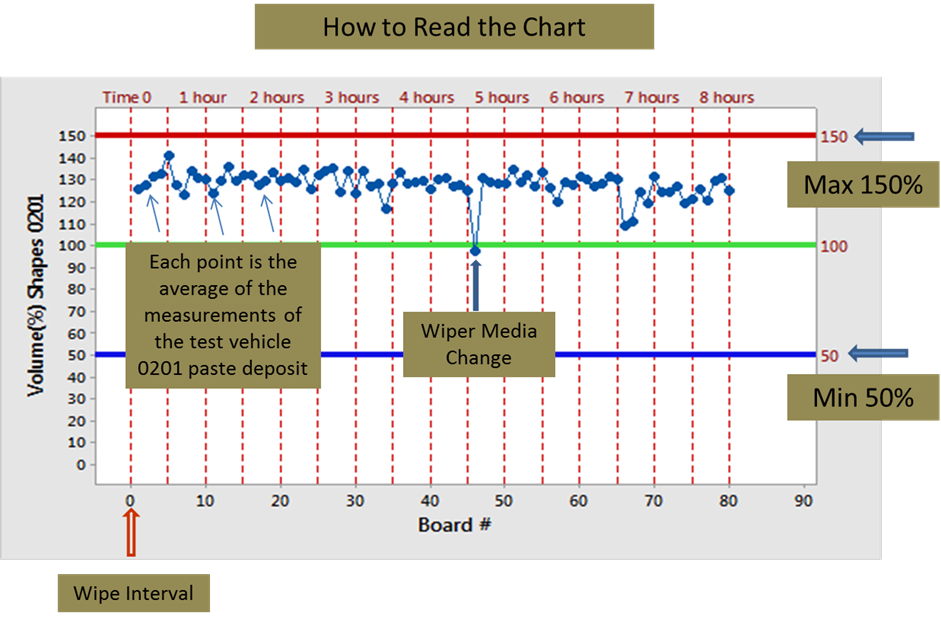
Tenga en cuenta que un exceso de volumen de pasta puede provocar defectos como bolas de soldadura y cortos, mientras que un volumen de pasta insuficiente puede dar lugar a aperturas no húmedas (non-wet) difíciles de detectar y a un aumento de vacíos (voiding). La altura es también una medida importante porque la variación en la altura de la pasta, u " orejas de perro " ("dog-ears"), puede causar un rendimiento inconsistente de la soldadura.
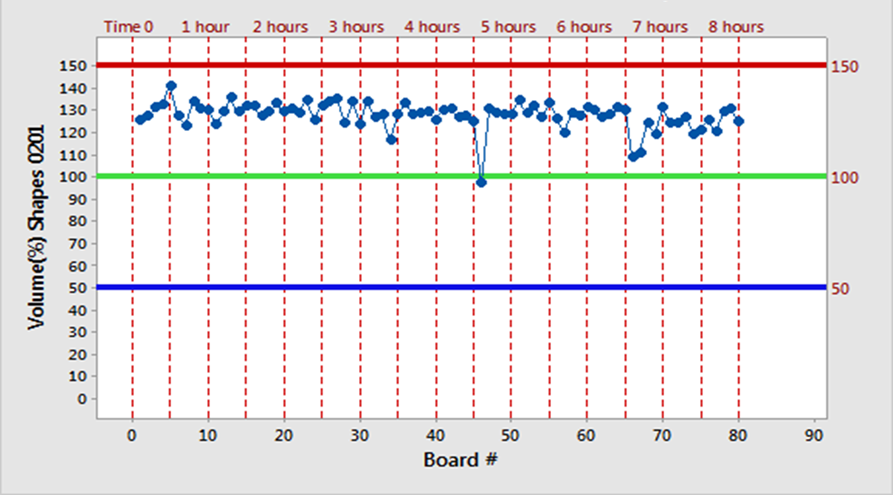
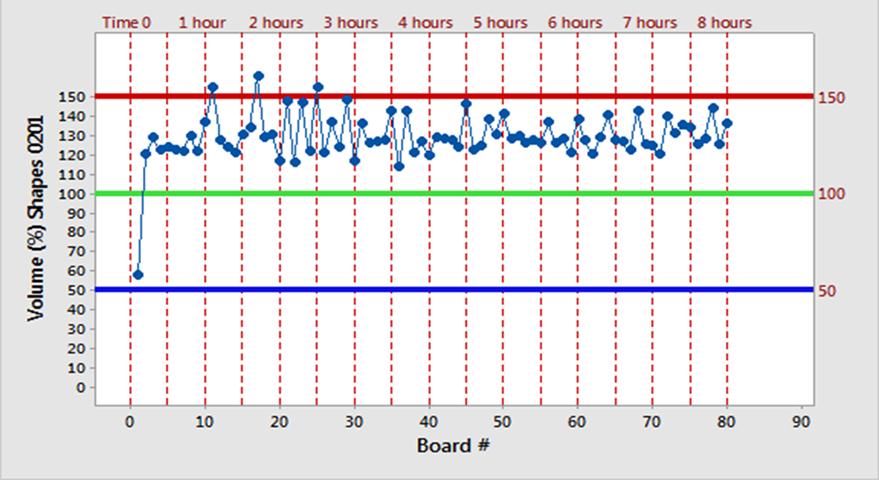
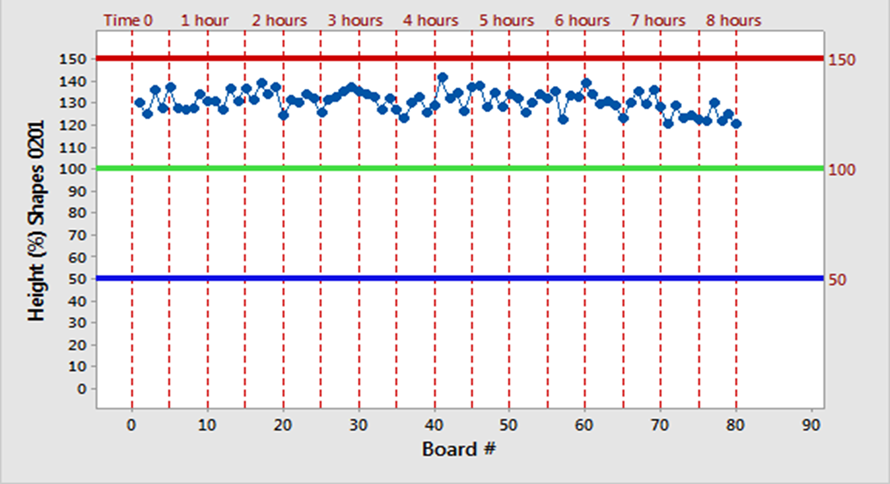
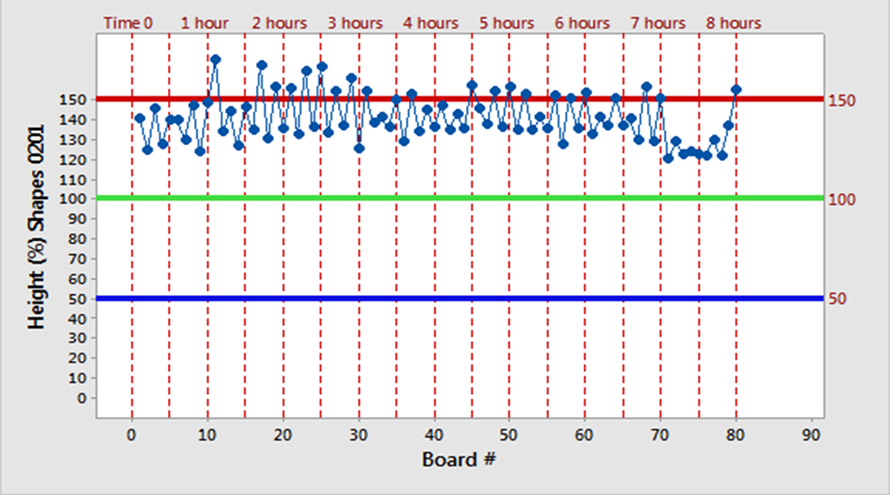
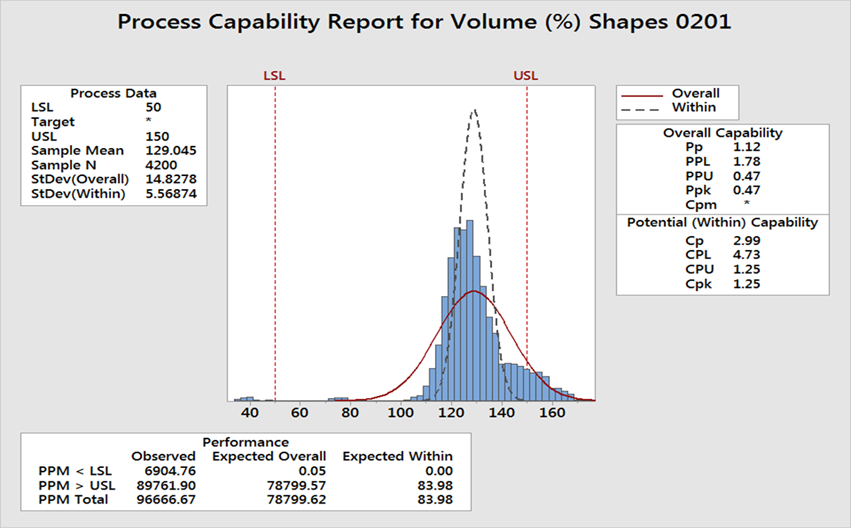
Las IMAGENES 4-7 muestran los resultados SPI de los depósitos de pasta en un componente 0201 de muestra. Las tablillas de prueba con el limpiador recomendado estuvieron consistentemente dentro de los límites de depósito de pasta para volumen (IMAGEN 4) y altura (IMAGEN 6), mientras que cuando se usó IPA, los valores excedieron los límites máximos ocasionalmente para volumen (IMAGEN 5) y repetidamente para altura (IMAGEN 7).
Análisis de la capacidad del proceso
Profundizar en la capacidad del proceso permite comprender mejor el impacto de los disolventes en el proceso de soldadura. El Cpk (índice de capacidad del proceso) es una medida estadística que proporciona información sobre la capacidad de un proceso determinado para producir resultados dentro de unos límites especificados. Un valor Cpk más alto indica un proceso más capaz, con menos defectos esperados. En otras palabras, nos dice lo cerca que está un proceso de sus límites de especificación y lo coherentes que son los datos en torno a la media.
El nivel sigma, por su parte, es una medida del rendimiento o la capacidad del proceso. La escala sigma es una métrica que cuantifica cómo funciona un proceso dentro de los límites de especificación. Un valor sigma más alto indica menos defectos:
- Un proceso 3-sigma implica que el proceso está libre de defectos en un 93,319% o tiene 66.807 defectos por millón de oportunidades (DPMO).
- Un proceso 5-sigma implica que el proceso está libre de defectos en un 99,977% o tiene 233 defectos por millón de oportunidades (DPMO).
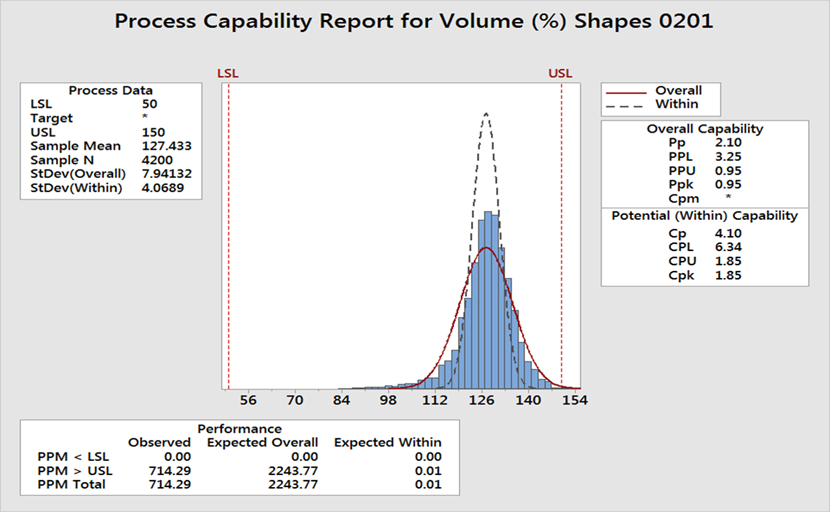
Las FIGURAS 8 y 9 demuestran que al utilizar el limpiador de esténciles recomendado, el valor Cpk fue de 1,85, un proceso de 5 sigmas, comparado con el Cpk de 1,25, un proceso de 3 sigmas al utilizar IPA.
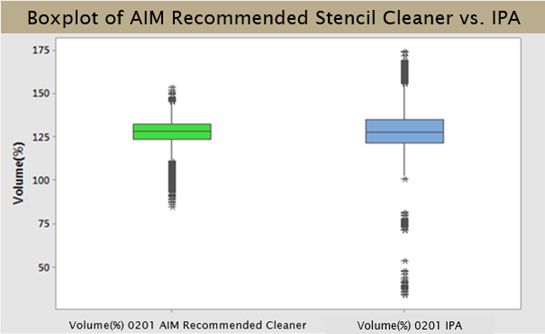
Es importante señalar el limpiador IPA presentaba un número significativo de valores atípicos, mientras que el limpiador de pantallas recomendado no presentaba ninguno, como se indica en la IMAGEN 10. Los gráficos representan 4200 puntos de datos; por lo tanto, lo que puede parecer insignificante es en realidad muy importante.
Conclusión
La mejora continua de procesos (CPI), basada en los principios de fabricación Kaizen e ISO, hace hincapié en la importancia de los cambios, incluso sutiles, en el proceso de producción. Uno de estos cambios, tan sencillo como modificar el disolvente de la impresora, puede aportar beneficios cuantificables en el proceso de impresión SMT. Además del impacto directo en el rendimiento de la pasta de soldadura, otras ventajas son la reducción del consumo de pasta de soldadura y la ampliación de los intervalos de limpieza, lo que reduce el consumo de medios de limpieza.
Agradecimientos
Un agradecimiento especial al director del laboratorio de aplicaciones de AIM Soldadura de México, Andrés Lozoya, por su aportación al diseño del experimento y su ejecución, y a Carlos Tafoya, director de apoyo técnico de AIM, por su orientación y experiencia.