

por Timothy O'Neill
En un estudio reciente centrado en la optimización de la eficacia de la transferencia de pasta de soldadura, la fase inicial utilizó esténciles recubiertos aplicados en fábrica para aislar y comprender los efectos del tamaño del polvo de aleación de soldadura en el rendimiento de la impresión. Este enfoque garantizó datos precisos al minimizar las variaciones inducidas por los esténciles.
Nuestro estudio de seguimiento explora las implicaciones del uso de esténciles no recubiertos, que se utilizan en muchos entornos de fabricación.
Panorama de las tecnologías esténcil
Los esténciles nanorrevestidos aplicados en fábrica están diseñados para mejorar la liberación de la pasta de soldadura, mientras que los esténciles no revestidos se siguen utilizando ampliamente debido a su rentabilidad. La elección entre estos esténciles puede desempeñar un papel importante a la hora de determinar la calidad y la eficacia de la aplicación de la pasta de soldadura.
Metodología de las pruebas
Nuestro laboratorio interno de aplicaciones realizó pruebas exhaustivas para comparar el rendimiento de los esténciles recubiertos y no recubiertos. Pedimos a nuestro proveedor de esténciles que nos proporcionara esténciles con y sin nanorrevestimiento, utilizando los mismos materiales, máquinas y operarios. Utilizando un entorno controlado, los mismos ingenieros y un equipo homogéneo, pretendíamos minimizar las variables distintas del revestimiento del esténcil y el tipo de pasta. En las pruebas se emplearon pastas de soldadura T4 y T5 y se examinaron sus interacciones con ambos tipos de esténciles en una variedad de relaciones de área de apertura.
Criterios de calidad de impresión
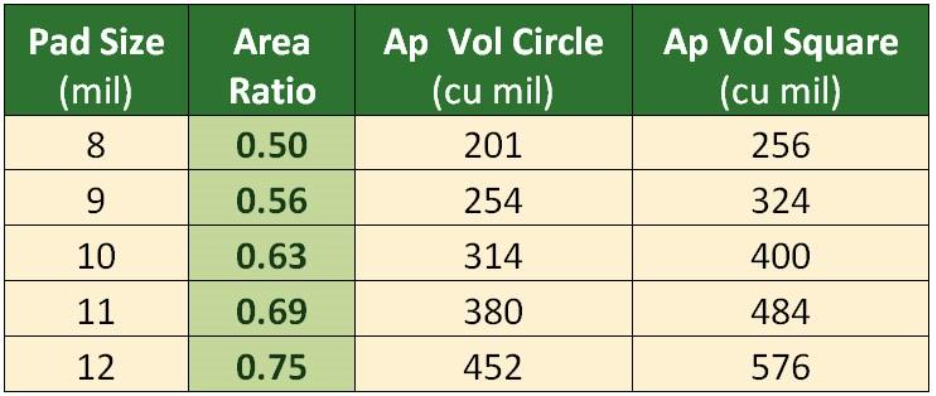
Para evaluar la calidad de impresión se utilizaron dos parámetros clave: Eficiencia de transferencia (TE) y Coeficiente de variación (CV). Un proceso de impresión robusto se define por un TE de al menos 80% y un CV de 10% o inferior. Estos valores de referencia ayudan a garantizar la consistencia y fiabilidad en la aplicación de pasta de soldadura. Nos centramos en características de impresión con relaciones de área (AR) de 0,50 a 0,75, por lo que al utilizar una lámina de 4mil (100μm), consideramos tamaños de característica de 8 a 12mil (200 - 300µm). Las relaciones de área y los volúmenes de apertura teóricos (en mils cúbicos) se muestran en la Tabla 1.
Influencia de las definiciones de almohadilla
Tanto en el estudio original como en el complementario, se observó que la definición del tampón tiene un impacto significativo en la calidad de impresión: los tampones definidos por máscara de soldadura (SMD) mostraron una menor variación de depósito con un menor volumen total, mientras que los tampones definidos por máscara de no soldadura (NSMD) produjeron una mayor variación de depósito pero con un mayor volumen. En la impresión de características finas que se encuentran en los chips 0201 o 01005, LGAs, BTCs u otros paquetes sin plomo, limitar la variación del depósito de pasta es una mayor prioridad que aplicar un mayor volumen de pasta. Los diseños de las aberturas de los esténciles pueden modificarse para aumentar el volumen de depósito, mientras que los depósitos incoherentes son una responsabilidad incontrolada.
La figura 1 ilustra el efecto de los pads SMD y NSMD.
Para este estudio, hemos optado por utilizar almohadillas SMD por coherencia y para observar los resultados en el mejor de los casos.
Resultados y análisis
Nuestros resultados revelaron claras diferencias entre las pantallas revestidas y no revestidas en cuanto a su capacidad para alcanzar los valores de referencia deseados de TE y CV. En general, los esténciles revestidos alcanzaron un mayor TE en una gama más amplia de relaciones de apertura. Del mismo modo, se evaluó la influencia de los tipos de pasta de soldadura (T4 frente a T5), indicando que los esténciles revestidos combinados con pasta T4 proporcionaban la mejor combinación para lograr un TE alto y un CV bajo, como se ilustra en las figuras 2 y 3.
Comparación de los resultados del CV
Utilizando pasta T4, podemos alcanzar el objetivo de un CV de 10% o menos con un AR de 0,50 utilizando una pantalla recubierta. Sin embargo, no podemos alcanzar nuestro objetivo con un esténcil no recubierto hasta que el AR sea de 0,63. La pasta de soldadura T5 tuvo éxito en AR de 0,50 con un esténcil recubierto, pero no hasta un AR de 0,56 con un esténcil no recubierto. Por lo tanto, tanto si se utiliza pasta T4 como T5, un esténcil revestido produce mejores resultados de CV.
Comparación de los resultados de TE
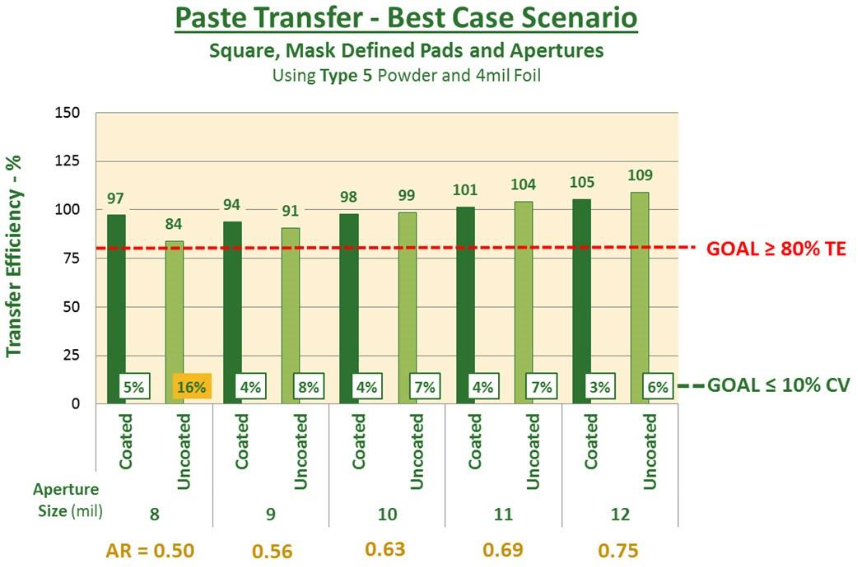
Con un esténcil no recubierto, la pasta de tipo 4 no alcanzó ni el punto de corte TE de 80% ni el punto de corte CV de 10% en AR de 0,50. Apenas alcanzó el valor de referencia TE en el AR de 0,56, pero con un CV inaceptablemente alto. El Tipo 5 cumplió los criterios ≥ 80% TE con todos los AR en ambos esténciles pero no logró cumplir el criterio de referencia CV en 0,50 sin la ayuda del nanorrevestimiento. Una vez más, tanto si se utiliza pasta T4 como T5, un esténcil recubierto dio mejores resultados.
Al superponer los resultados, las pastas T4 impresas con esténciles nanorrevestidos cumplieron los criterios de calidad de impresión en todos los AR probados, y su rendimiento fue casi idéntico al de las pastas T5 en AR de 0,63 y superiores. Además, incluso cuando un esténcil no recubierto cumplía el criterio de referencia, seguía mostrando aproximadamente el doble de variación que su homólogo recubierto.
Otra observación sobre la influencia del nanorrevestimiento en el TE: Proporciona un aumento en los rangos bajos de AR, pero no en los altos. Esto significa que podemos esperar más pasta en nuestras impresiones de rasgos finos mientras mantenemos estables nuestras impresiones más grandes.
Conclusiones y recomendaciones
Aunque los esténciles recubiertos son más caros, su coste debe sopesarse frente a las ventajas que aportan al proceso de impresión, sobre todo en aplicaciones de gran volumen o alta precisión. Al reducir las variaciones de impresión y mejorar el TE, los esténciles recubiertos pueden reducir las tasas de defectos y los costes de reprocesamiento. de experimentación y ejecución, y a Carlos Tafoya, Director de Soporte Técnico de AIM, por su orientación y experiencia.
Publicado originalmente en Circuits Assembly.