

Por Timothy O'Neill
Spasta más antigua La viscosidad y sus propiedades tixotrópicas influyen en su rendimiento en diferentes entornos de producción.
La viscosidad es una medida de la resistencia de un fluido a fluir. Piense en ella como el "grosor" o la "delgadez" de un fluido. Un fluido que fluye lentamente, como la melaza, tiene una viscosidad alta, mientras que uno que fluye fácilmente, como el agua, tiene una viscosidad baja.
Como referencia, la Tabla 1 muestra las viscosidades típicas de varios líquidos.
| Material a 70°F | Viscosidad aproximada en centipose (cps) |
| Agua | 1-5 cps |
| Sangre | 10-20 cps |
| Aceite de maíz | 50-100 cps |
| Sirope de arce | 150-200 cps |
| Glicerina | 1-2 kcps |
| Miel | 2-3 kcps |
| Melaza | 5-10 kcps |
| Ketchup | 50-70 kcps |
| Mantequilla de cacahuete | 500 kcps |
| Pasta de soldar - nueva | 500-700 kcps |
| Pasta de soldar - vieja | 750-1.000 kcps |
| Manteca vegetal | 1.000 kcps |
| Calafatee | 5.000 kcps |
| Masilla | 10.000 kcps |
La tixotropía es una propiedad exclusiva de ciertos fluidos no newtonianos. Describe cómo cambia la viscosidad de un fluido bajo fuerzas aplicadas, pero se recupera gradualmente cuando se elimina la tensión. (La diferencia entre los fluidos newtonianos y los no newtonianos es que los primeros mantienen una viscosidad constante independientemente de las fuerzas aplicadas).
La pintura mural es un ejemplo de fluido tixotrópico no newtoniano. La pintura se adelgaza cuando se aplica fuerza durante la pasada de la brocha o el rodillo para facilitar el flujo y rellenar imperfecciones, pero se espesa rápidamente para evitar corridas y goteos una vez que se retira la fuerza.
En este sentido, la impresión de pasta de soldadura es muy parecida a la pintura. La rasqueta aplica una fuerza de cizallamiento al hacer rodar la soldadura por el esténcil. Esto reduce temporalmente la viscosidad, permitiendo que la pasta fluya y llene las aberturas del esténcil. Una vez que se retira la fuerza, la pasta de soldadura se espesa, manteniendo la forma de las aberturas después de levantar el esténcil.
Producción de gran volumen: La necesidad de una viscosidad constante
En la producción de gran volumen y alto rendimiento, los procesos de aplicación rápida requieren pastas de soldadura capaces de soportar altas velocidades de impresión y una mayor presión de la rasqueta. Esto crea mayores fuerzas de cizallamiento en la pasta, lo que ayuda a que fluya en las aberturas del esténcil, pero también exige que vuelva a su grosor original rápidamente.
Una pasta demasiado espesa puede no adelgazar adecuadamente, provocando un llenado incompleto de la abertura o excesivos requisitos de limpieza del esténcil. Por el contrario, una pasta demasiado fina puede extenderse o desplomarse, provocando la formación de puentes o la formación de bolas de soldadura. Por lo tanto, para líneas de gran volumen, es óptima una pasta de soldadura con una viscosidad inicial equilibrada y un comportamiento tixotrópico sensible.
Entornos de alta mezcla: Aprovechamiento de las propiedades tixotrópicas
En entornos de alta mezcla, donde los diseños de las placas de circuito impreso son diversos y las tiradas de producción son más cortas, la flexibilidad de la pasta de soldadura se convierte en un factor clave. Las propiedades tixotrópicas permiten a la pasta ajustar su viscosidad en función de las fuerzas de cizallamiento aplicadas durante la impresión. Esta adaptabilidad garantiza que la pasta funcione bien en una amplia gama de condiciones, desde aplicaciones de baja velocidad y baja presión hasta escenarios que requieren una deposición rápida.
En tales entornos, la pasta de soldadura ideal tiene propiedades tixotrópicas estables, ofreciendo una amplia ventana de proceso para adaptarse a diferentes velocidades de rasqueta, presiones y diseños de esténcil sin comprometer la eficacia de la transferencia o los rendimientos de la primera pasada.
Ejemplos
La figura 1 ilustra la respuesta de dos pastas de soldadura diferentes bajo fuerzas de cizallamiento. La pasta A tiene una viscosidad inicial más alta que disminuye de forma más significativa bajo el esfuerzo de cizallamiento. Este comportamiento sugiere que, aunque la Pasta A puede funcionar bien en condiciones específicas, su ventana de proceso más estrecha podría limitar su eficacia en distintos escenarios de producción.
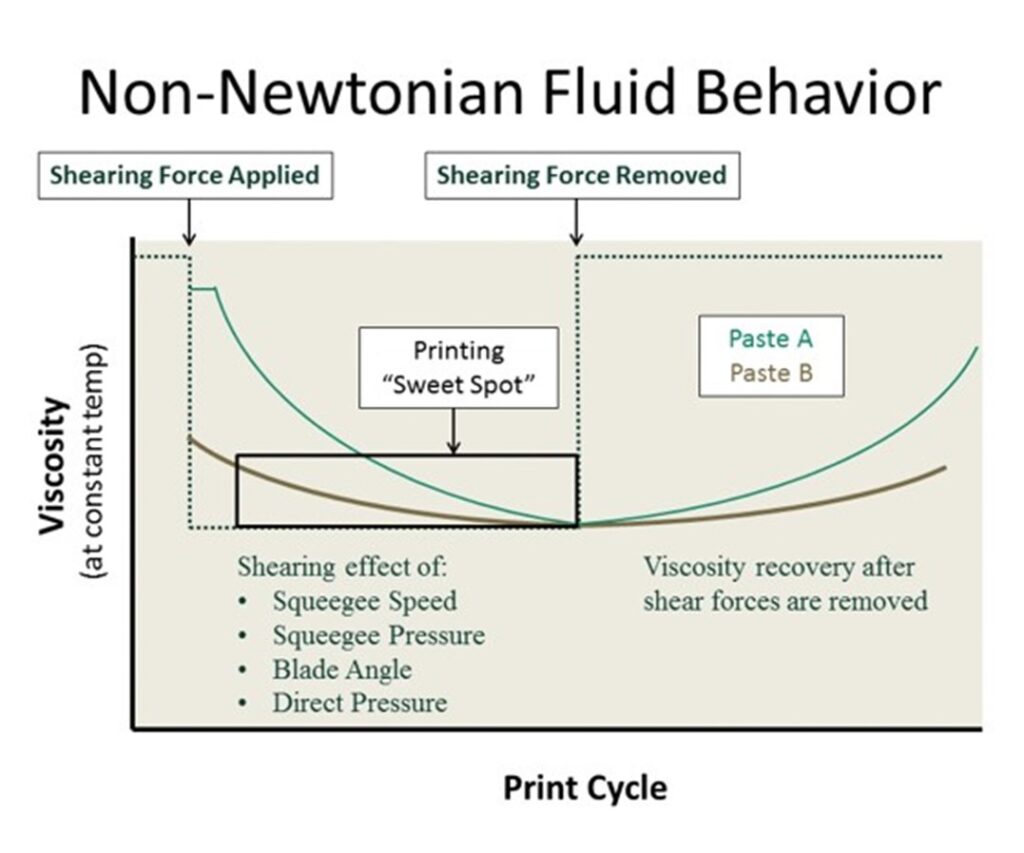
La pasta B tiene una viscosidad inicial más baja y un adelgazamiento menos pronunciado bajo fuerzas de cizallamiento. Esto ofrece un rendimiento más uniforme en una amplia gama de condiciones de impresión, que suele ser lo más deseado para las pastas de soldadura modernas.
Consejos prácticos para controlar la viscosidad de la pasta de soldadura
Seleccionar la pasta adecuada para el trabajo y ajustar los parámetros del proceso ayuda a conseguir los mejores resultados. Para ello es necesario conocer las necesidades específicas de su entorno de producción y las capacidades de las pastas disponibles.
- No asuma que una viscosidad inicial baja es un indicador de mala calidad o asentamiento. Muchas formulaciones nuevas son "ventana ancha" pastas con propiedades tixotrópicas más estables.
- Las evaluaciones visuales de la viscosidad están obsoletas. Si la viscosidad se utiliza como procedimiento de control de entrada, debe medirse en un viscosímetro y compararse con las especificaciones del fabricante.
- Reconsidere el uso de equipos de acondicionamiento/mezcla de pasta. Estas máquinas suelen hacer girar u oscilar la pasta de soldadura para diluirla antes de la impresión. Es posible que las pastas no recuperen sus propiedades originales tras este proceso.
El futuro de la investigación sobre pasta de soldadura
La investigación futura se centra en el desarrollo de pastas de soldadura aún más adaptables a las cambiantes exigencias de la fabricación electrónica.
Esta investigación se centrará probablemente en varias áreas clave:
- Mejoras de ingeniería: Desarrollo de polvos de malla más fina, así como mejores técnicas de clasificación del polvo para facilitar componentes ultraminiatura.
- Innovaciones metalúrgicas: Desarrollo de nuevos polvos de aleación para soldadura.
- Innovaciones en ciencia de materiales: Desarrollo de productos químicos fundentes y agentes tixotrópicos nuevos o mejorados que ofrezcan un mayor control sobre la viscosidad y el comportamiento de recuperación.
- Técnicas avanzadas de formulación: Aprovechamiento de la nanotecnología, los polímeros sensibles y la química avanzada para crear pastas de soldadura que se ajustan dinámicamente en respuesta a las condiciones de fabricación.
- Estabilidad medioambiental y operativa: Garantizar que las nuevas formulaciones mantengan sus características de rendimiento en una amplia gama de condiciones ambientales y durante largos periodos de almacenamiento.
Si adoptan los últimos avances y se preparan para las innovaciones futuras, los fabricantes podrán seguir afrontando los retos de un mercado en constante evolución.
Publicado originalmente en Montaje de circuitos.