

Por Gayle Towell
A pasta de solda é uma mistura elaborada de pós metálicos, ácidos, tixotrópicos, solventes e uma variedade de outros produtos químicos. Quando combinadas, as reações e interações podem ser extremamente variadas e complexas. Ao projetar a química da pasta de solda, as principais considerações incluem não apenas o desempenho durante o processo, mas também como manter a estabilidade desse desempenho diante dos rigores do tempo, das flutuações de temperatura e do uso.
O papel crucial da impressão em estêncil
A impressão de estêncil é um processo essencial na linha de montagem, fundamental para toda a montagem. Uma impressão de qualidade pode reduzir significativamente a necessidade de retrabalho, ao passo que uma impressão ruim quase certamente exige isso. A qualidade da impressão e o processo de montagem de PCB em geral são suscetíveis a várias influências externas, como condições ambientais, alterações de configuração e variabilidade do operador, enfatizando a necessidade de um desempenho consistente da pasta de solda para minimizar as discrepâncias de fabricação.
Desenvolvimento de produtos de pasta de solda
O primeiro elo da cadeia é o processo de fabricação da pasta de solda e de seus materiais constituintes. O pó é fabricado e armazenado sob condições de controle extremamente rigorosas. As matérias-primas do meio de fluxo exigem armazenamento controlado, e o meio de fluxo também é produzido sob condições rigorosamente controladas, com uma abundância de medidas de controle de qualidade. A menor anomalia na produção do fluxo pode gerar resultados inaceitáveis na linha de montagem do cliente.
O pó e o meio de fluxo são misturados em um processo rigoroso, após o qual a responsabilidade pela minimização da variabilidade começa a ser transferida do fabricante da pasta para a cadeia de embalagem, envio, distribuição e usuário final.
Durante o desenvolvimento do produto, as pastas de solda são caracterizadas em relação às condições típicas de tempo, temperatura e uso para garantir a estabilidade do produto. Mas seu desempenho pode ser profundamente afetado por influências que vão além do laboratório do desenvolvedor. A funcionalidade consistente da pasta de solda na linha de produção depende de uma cadeia robusta de custódia, desde as matérias-primas até a impressora de estêncil. Qualquer quebra nessa cadeia pode afetar negativamente o desempenho.
Integridade da embalagem e da cadeia de suprimentos
A embalagem da pasta de solda é um processo que exige muita mão de obra e materiais. A pasta de solda é mantida resfriada e a exposição ao ambiente é limitada a alguns segundos, desde o momento em que o recipiente é preenchido até o momento em que o êmbolo é colocado no frasco ou a tampa é rosqueada no cartucho. Em seguida, é acondicionada em uma embalagem cuidadosamente projetada para manter o produto resfriado por pelo menos 30 horas para cobrir os tempos de trânsito típicos.
A pasta de solda não deve ser exposta a temperaturas elevadas; caso contrário, o material pode não chegar totalmente intacto e não terá o desempenho projetado. O aumento da temperatura aumenta as interações químicas dentro da pasta de solda, o que afeta negativamente todos os aspectos de seu desempenho. Essas alterações podem ser inicialmente sutis e depois piorar com o tempo, tornando-as ainda mais insidiosas do que se a pasta tivesse chegado em condições obviamente inutilizáveis. Pequenas variações podem levar a um aumento de vazamento, diminuição da umectação, aberturas entupidas e outras variações de processo, forçando os engenheiros a fazer ajustes para lidar com a qualidade de impressão vacilante, a diminuição do rendimento no final da linha ou ambos.
Transporte e temperaturas extremas
A pasta de solda tem maior probabilidade de sofrer temperaturas extremas durante o transporte. De acordo com a Federal Express, as temperaturas de verão na área de carga dos veículos terrestres podem chegar a 30⁰F mais altas do que a temperatura ambiente fora do veículo.
Para ilustrar a questão, em Phoenix, uma das cidades mais quentes dos EUA, as temperaturas regularmente ultrapassam os 38°C (100°F), chegando a 47°C (116°F). Usando as diretrizes da FedEx de +30⁰, as condições podem subir para 146°F (47°C). Isso certamente causará algumas interações e pode já ter ativado alguns dos agentes redutores de óxido na pasta de solda, literalmente forçando a pasta a interagir consigo mesma.
Até mesmo International Falls, MN, uma das cidades mais frias dos EUA, pode ter dias de 90° no verão. Isso significa que a pasta desprotegida pode atingir temperaturas de até 49°C (120°F), uma temperatura que os engenheiros costumam usar para “curar” impressões para placas de ouro SPI.
O transporte não apenas aquece a carga delicada, mas também a congela. A FedEx diz que as temperaturas a bordo dos compartimentos principais de carga da maioria das aeronaves de fuselagem larga variam entre 65⁰F (18⁰C) e 90⁰F (32⁰C). Enquanto isso, os pacotes no departamento de carga a granel, adjacente à estrutura externa da aeronave, podem ser expostos a temperaturas durante o voo tão baixas quanto 0⁰F (-18⁰C).
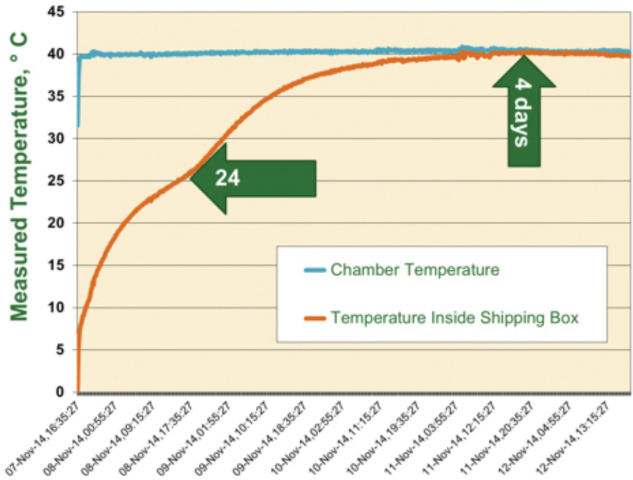
Essas condições exigem medidas abrangentes para garantir que a pasta de solda cuidadosamente desenvolvida e fabricada chegue ao local do cliente com o mínimo de variabilidade induzida pelo transporte. A FIGURA 1 mostra a temperatura interna de um contêiner de transporte, projetado para mitigar extremos de temperatura externa, quando colocado em uma câmara térmica por cinco dias a 104⁰F (40⁰C).
Manuseio e armazenamento pelo usuário final
O elo final da cadeia de trânsito é o usuário final. Podemos estimar com segurança que mais de três quartos dos problemas relacionados ao manuseio da pasta de solda ocorrem após a entrega ao usuário final. Esses problemas podem ser minimizados, no entanto, com a implementação das práticas recomendadas a seguir:
- Armazenamento imediato e adequado: Após o recebimento, armazene a pasta de solda conforme recomendado pelo fabricante, geralmente sob refrigeração. Certifique-se de que os funcionários da doca de recebimento sejam treinados para reconhecer rapidamente e armazenar adequadamente essas embalagens. Considere o uso de atualizações automáticas de rastreamento das transportadoras de carga para notificar os engenheiros ou a equipe de operações sobre a chegada da pasta.
- Gerenciamento de estoque: Registre cada recipiente de pasta no armazenamento e acompanhe quando ele for removido para uso, seguindo rigorosamente o método FIFO (primeiro a entrar, primeiro a sair).
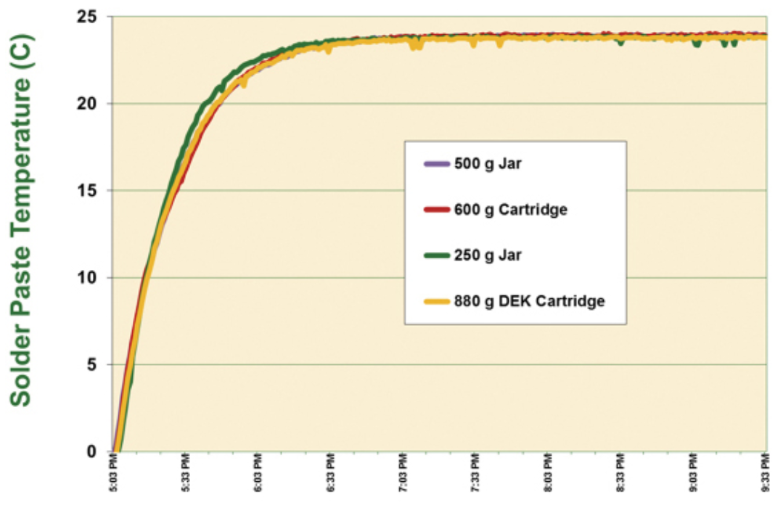
- Ajuste natural da temperatura: Deixe a pasta de solda aquecer até a temperatura ambiente naturalmente antes de usá-la. Evite colocar a pasta perto de fontes de calor ou abrir o recipiente prematuramente, pois a condensação de umidade pode degradar o desempenho da pasta. (Consulte a Figura 2)
- Preparação antes do uso: Mexa a pasta nos frascos de acordo com as instruções do fabricante para garantir a uniformidade e a prontidão para a impressão. Observe que os cartuchos normalmente não requerem agitação devido ao seu mecanismo de distribuição.
- Evite misturar pastas: Nunca misture a pasta de solda usada com a não usada. Os contaminantes da pasta usada podem comprometer significativamente a qualidade e o desempenho do material restante.
- Ambiente de produção controlado: Mantenha a área de produção dentro de uma faixa de temperatura ideal de 72°F a 80°F e umidade relativa (UR) de 40% a 50%. No entanto, a geografia, a sazonalidade e os recursos das instalações geralmente estão fora do controle do engenheiro. A seleção de uma pasta de solda com bom desempenho em determinadas condições de fabricação é fundamental para obter resultados bem-sucedidos.
Conclusão
Da fabricação à aplicação final, o gerenciamento dos diversos fatores que afetam o desempenho da pasta de solda é fundamental para manter a alta qualidade de impressão e a eficiência das linhas de montagem. Ao implementar controles rigorosos em todo o ciclo de vida da pasta de solda, os fabricantes e usuários finais podem reduzir significativamente a variabilidade e aumentar a confiabilidade geral do produto.
Publicado originalmente na Circuits Assembly