

Von Timothy O'Neill
Sältere Paste Die Viskosität und die thixotropen Eigenschaften beeinflussen seine Leistung in verschiedenen Produktionsumgebungen.
Die Viskosität ist ein Maß für den Fließwiderstand einer Flüssigkeit. Man kann sie sich als die "Dicke" oder "Dünnheit" einer Flüssigkeit vorstellen. Eine langsam fließende Flüssigkeit, wie Melasse, hat eine hohe Viskosität, während eine leicht fließende Flüssigkeit, wie Wasser, eine niedrige Viskosität hat.
In Tabelle 1 sind die typischen Viskositäten verschiedener Flüssigkeiten aufgeführt.
| Material bei 70°F | Ungefähre Viskosität in Centipose (cps) |
| Wasser | 1-5 cps |
| Blut | 10-20 cps |
| Maisöl | 50-100 cps |
| Ahornsirup | 150-200 cps |
| Glyzerin | 1-2 kcps |
| Honig | 2-3 kcps |
| Melasse | 5-10 kcps |
| Ketchup | 50-70 kcps |
| Erdnussbutter | 500 kcps |
| Lötpaste - neu | 500-700 kcps |
| Lötpaste - alt | 750-1.000 kcps |
| Pflanzliches Backfett | 1.000 kcps |
| Dichtungsmasse | 5.000 kcps |
| Kitt | 10.000 kcps |
Thixotropie ist eine Eigenschaft, die nur bei bestimmten nicht-newtonschen Flüssigkeiten auftritt. Sie beschreibt, wie sich die Viskosität einer Flüssigkeit unter Krafteinwirkung ändert, sich aber allmählich wieder erholt, wenn die Belastung wegfällt. (Der Unterschied zwischen Newton'schen und nicht-newton'schen Flüssigkeiten besteht darin, dass erstere unabhängig von den einwirkenden Kräften eine konstante Viskosität beibehalten).
Wandfarbe ist ein Beispiel für eine thixotrope nicht-newtonsche Flüssigkeit. Die Farbe wird dünner, wenn beim Streichen oder Rollen Kraft ausgeübt wird, damit sie leichter fließt und Unebenheiten ausgleicht, aber sie wird schnell dickflüssiger, damit sie nicht verläuft und tropft, sobald die Kraft weggenommen wird.
Das Drucken von Lotpaste ist in dieser Hinsicht ähnlich wie Farbe. Das Rakelmesser übt eine Scherkraft aus, wenn es das Lot über die Schablone rollt. Dadurch wird die Viskosität vorübergehend verringert, so dass die Paste fließen und die Öffnungen der Schablone füllen kann. Sobald die Kraft aufgehoben wird, verdickt sich die Lotpaste und behält die Form der Öffnungen bei, nachdem die Schablone abgehoben wurde.
Großserienproduktion: Die Notwendigkeit einer konstanten Viskosität
In der Massenproduktion mit hohem Durchsatz erfordern schnelle Applikationsprozesse Lötpasten, die hohen Druckgeschwindigkeiten und höherem Rakeldruck standhalten. Dadurch werden größere Scherkräfte auf die Paste ausgeübt, die ihr helfen, in die Schablonenöffnungen zu fließen, aber auch verlangen, dass sie schnell wieder ihre ursprüngliche Dicke annimmt.
Eine zu dicke Paste wird möglicherweise nicht ausreichend dünn geschert, was zu einer unvollständigen Füllung der Öffnungen oder einem übermäßigen Reinigungsbedarf der Schablone führt. Umgekehrt kann sich eine zu dünne Paste ausbreiten oder absacken, was zu Brückenbildung oder Lotkugeln führt. Daher ist für Großserienanlagen eine Lotpaste mit einer ausgewogenen Anfangsviskosität und einem reaktionsfähigen thixotropen Verhalten optimal.
Umgebungen mit hohem Mischungsverhältnis: Nutzung der thixotropen Eigenschaften
In High-Mix-Umgebungen, in denen die Leiterplattenlayouts vielfältig und die Produktionsläufe kürzer sind, wird die Flexibilität der Lotpaste zu einem Schlüsselfaktor. Dank der thixotropen Eigenschaften kann die Paste ihre Viskosität an die während des Drucks auftretenden Scherkräfte anpassen. Diese Anpassungsfähigkeit stellt sicher, dass die Paste unter einer Vielzahl von Bedingungen gut funktioniert, von Anwendungen mit geringer Geschwindigkeit und niedrigem Druck bis hin zu Szenarien, die eine schnelle Abscheidung erfordern.
In solchen Umgebungen hat die ideale Lötpaste stabile thixotrope Eigenschaften und bietet ein breites Prozessfenster, das unterschiedliche Rakelgeschwindigkeiten, Drücke und Schablonendesigns zulässt, ohne die Übertragungseffizienz oder die Ausbeute beim ersten Durchlauf zu beeinträchtigen.
Beispiele
Abbildung 1 zeigt das Verhalten von zwei verschiedenen Lotpasten unter Scherkräften. Paste A hat eine höhere Anfangsviskosität, die unter Scherbeanspruchung deutlicher abnimmt. Dieses Verhalten deutet darauf hin, dass Paste A zwar unter bestimmten Bedingungen gut funktioniert, ihr engeres Prozessfenster jedoch ihre Effektivität in verschiedenen Produktionsszenarien einschränken könnte.
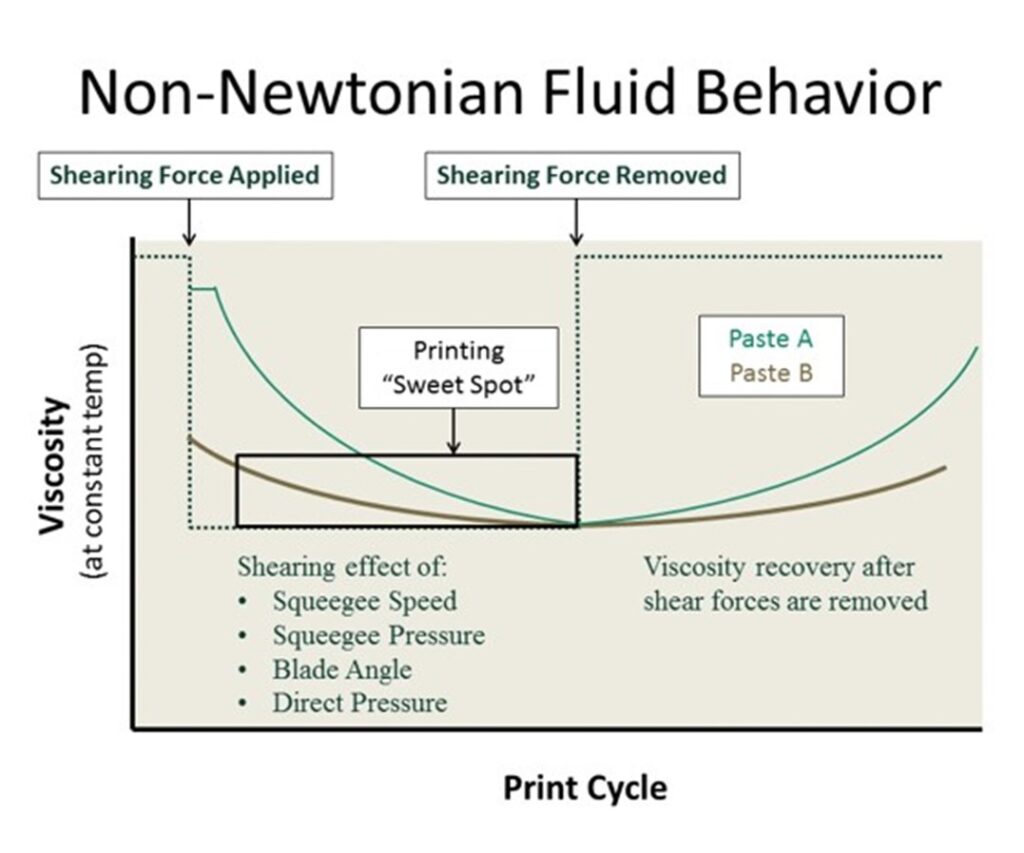
Paste B hat eine niedrigere Anfangsviskosität und eine weniger ausgeprägte Verdünnung unter Scherkräften. Dies bietet eine gleichmäßigere Leistung über einen weiten Bereich von Druckbedingungen, was bei modernen Lötpasten oft erwünscht ist.
Praktische Tipps zum Umgang mit der Viskosität von Lötpaste
Die Auswahl der richtigen Paste für die jeweilige Aufgabe und die Anpassung der Prozessparameter tragen dazu bei, die besten Ergebnisse zu erzielen. Dazu müssen Sie die spezifischen Anforderungen Ihrer Produktionsumgebung und die Möglichkeiten der verfügbaren Pasten kennen.
- Gehen Sie nicht davon aus, dass eine niedrige anfängliche Viskosität ein Indikator für schlechte Qualität oder Auslaufen ist. Viele neuere Formulierungen sind "Breitfenster" Pasten mit stabileren thixotropen Eigenschaften.
- Visuelle Bewertungen der Viskosität sind überholt. Wenn die Viskosität bei der Eingangsprüfung verwendet wird, sollte sie mit einem Viskosimeter gemessen und mit den Angaben des Herstellers verglichen werden.
- Überdenken Sie den Einsatz von Pastenaufbereitungs-/Mischgeräten. Diese Maschinen schleudern oder oszillieren in der Regel die Lotpaste, um die Paste vor dem Drucken durch Scherung zu verdünnen. Die Pasten erhalten nach diesem Prozess möglicherweise nicht ihre ursprünglichen, beabsichtigten Eigenschaften zurück.
Die Zukunft der Lötpastenforschung
Die künftige Forschung konzentriert sich auf die Entwicklung von Lötpasten, die sich noch besser an die sich ändernden Anforderungen der Elektronikfertigung anpassen lassen.
Diese Forschung wird sich wahrscheinlich auf mehrere Schlüsselbereiche konzentrieren:
- Technische Verbesserungen: Entwicklung von feinmaschigeren Pulvern und besseren Techniken zur Klassifizierung von Pulver, um ultrakleine Bauteile zu ermöglichen.
- Metallurgische Innovationen: Die Entwicklung neuer Lötlegierungspulver.
- Materialwissenschaftliche Innovationen: Entwicklung neuer oder verbesserter Flussmittelchemien und Thixotropiermittel, die eine bessere Kontrolle der Viskosität und des Rückstellverhaltens ermöglichen.
- Fortschrittliche Formulierungstechniken: Einsatz von Nanotechnologie, reaktionsfähigen Polymeren und fortschrittlicher Chemie zur Herstellung von Lötpasten, die sich dynamisch an die Herstellungsbedingungen anpassen.
- Umwelt- und Betriebsstabilität: Sicherstellung, dass neue Formulierungen ihre Leistungsmerkmale über ein breites Spektrum von Umweltbedingungen und über längere Lagerungszeiträume hinweg beibehalten.
Indem sie sich die neuesten Entwicklungen zu eigen machen und sich auf künftige Innovationen vorbereiten, können die Hersteller den Herausforderungen eines sich ständig weiterentwickelnden Markts auch weiterhin gerecht werden.
Ursprünglich veröffentlicht in Montage von Schaltkreisen.