

por Timothy O'Neill
Em um estudo recente focado na otimização da eficiência da transferência de pasta de solda, a fase inicial usou estênceis revestidos aplicados na fábrica para isolar e entender os efeitos do tamanho do pó da liga de solda no desempenho da impressão. Essa abordagem garantiu dados precisos ao minimizar as variações induzidas pelo estêncil.
Nosso estudo de acompanhamento explora as implicações do uso de estênceis não revestidos, que estão em uso em muitas configurações de fabricação.
Visão geral das tecnologias de estêncil
Os estênceis nanorrevestidos aplicados na fábrica são projetados para melhorar a liberação da pasta de solda, enquanto os estênceis não revestidos ainda são amplamente usados devido à sua relação custo-benefício. A escolha entre esses estênceis pode desempenhar um papel significativo na determinação da qualidade e da eficiência da aplicação da pasta de solda.
Metodologia de teste
Nosso Laboratório de Aplicações interno realizou testes extensivos para comparar o desempenho de estênceis revestidos e não revestidos. Instruímos nosso fornecedor de estêncil a fornecer estêncis com e sem nanorrevestimento, usando os mesmos materiais, máquinas e operadores. Utilizando um ambiente controlado, os mesmos engenheiros e equipamentos consistentes, nosso objetivo era minimizar as variáveis além do revestimento do estêncil e do tipo de pasta. Os testes empregaram pastas de solda T4 e T5 e examinaram suas interações com os dois tipos de estêncil em uma variedade de proporções de área de abertura.
Critérios de qualidade de impressão
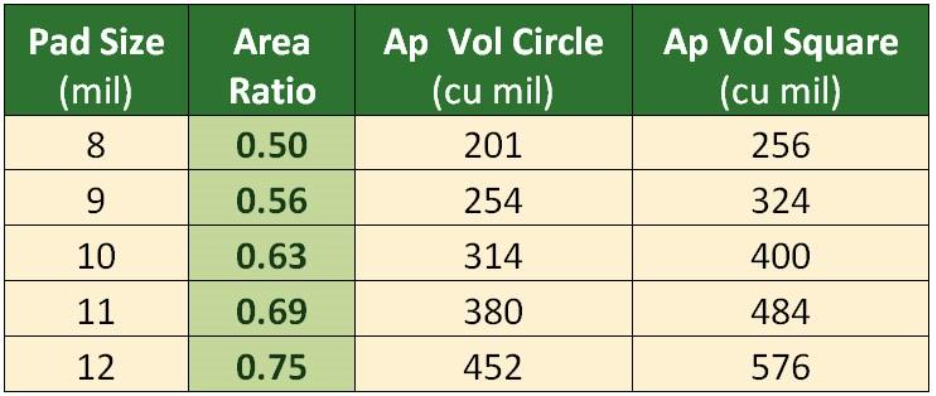
Duas métricas principais foram usadas para avaliar a qualidade da impressão: Eficiência de transferência (TE) e Coeficiente de variação (CV). Um processo de impressão robusto é definido por um TE de pelo menos 80% e um CV de 10% ou menos. Esses padrões de referência ajudam a garantir a consistência e a confiabilidade na aplicação da pasta de solda. Nós nos concentramos em recursos de impressão com proporções de área (AR) de 0,50 a 0,75, portanto, ao usar uma folha de 4mil (100μm), analisamos tamanhos de recursos de 8 a 12mils (200 a 300µm). As proporções de área e os volumes teóricos de abertura (em mils cúbicos) são mostrados na Tabela 1.
Influência das definições de almofadas
Tanto no estudo original quanto no suplementar, verificou-se que a definição do pad teve um impacto significativo na qualidade da impressão - os pads definidos por máscara de solda (SMD) demonstraram menor variação de depósito com menos volume geral, enquanto os pads definidos por máscara sem solda (NSMD) produziram maior variação de depósito, mas com maior volume. Na impressão de recursos finos encontrados em chips 0201 ou 01005, LGAs, BTCs ou outros pacotes sem chumbo, limitar a variação do depósito de pasta é uma prioridade maior do que aplicar um volume maior de pasta. Os projetos de abertura de estêncil podem ser modificados para aumentar o volume de depósito, enquanto os depósitos inconsistentes são uma responsabilidade sem controle.
A Figura 1 ilustra o efeito dos pads SMD e NSMD.
Para este estudo, optamos por usar os pads SMD para fins de consistência e para observar os resultados no melhor cenário possível.
Resultados e análise
Nossos resultados revelaram diferenças distintas entre estênceis revestidos e não revestidos em sua capacidade de atender aos benchmarks TE e CV desejados. Em geral, os estênceis revestidos obtiveram maior TE em uma faixa mais ampla de proporções de abertura. Da mesma forma, a influência dos tipos de pasta de solda (T4 vs. T5) foi avaliada, indicando que os estênceis revestidos emparelhados com a pasta T4 proporcionaram a melhor combinação para obter TE alto e CV baixo, conforme ilustrado na Figura 2 e na Figura 3.
Comparação de resultados de CV
Ao usar a pasta T4, podemos atingir a meta de um CV de 10% ou menos em um AR de 0,50 usando um estêncil revestido. No entanto, não podemos atingir nossa meta com um estêncil não revestido até que o AR seja 0,63. A pasta de solda T5 foi bem-sucedida em um AR de 0,50 com um estêncil revestido, mas não até um AR de 0,56 com um estêncil não revestido. Portanto, seja usando a pasta T4 ou T5, um estêncil revestido produz melhores resultados de CV.
Comparação de resultados de TE
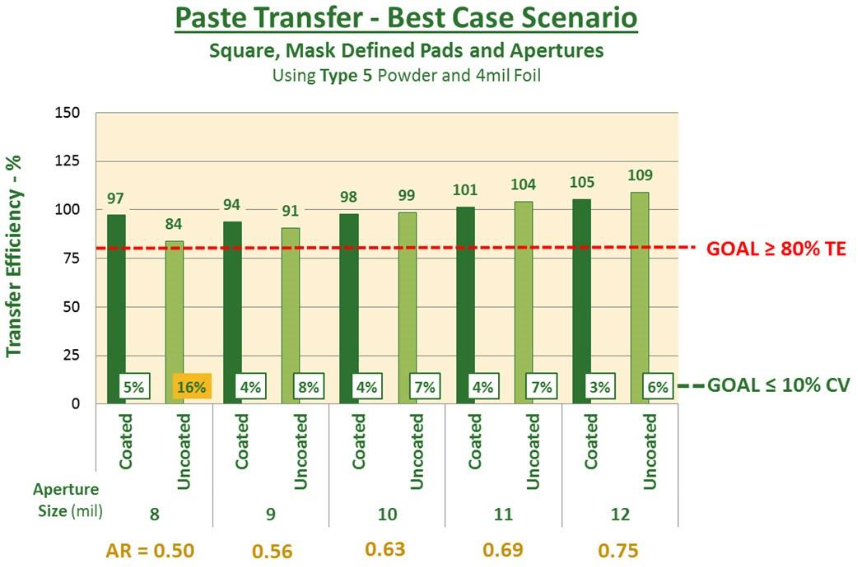
Com um estêncil não revestido, a pasta Tipo 4 não atingiu nem o corte 80% TE nem o corte 10% CV em ARs de 0,50. Ela mal alcançou a referência de TE no AR de 0,56, mas com um CV inaceitavelmente alto. O Tipo 5 atendeu aos critérios de TE ≥ 80% com todos os ARs em ambos os estênceis, mas não conseguiu atender à referência de CV em 0,50 sem a ajuda do nanorrevestimento. Novamente, seja usando a pasta T4 ou T5, um estêncil revestido produziu melhores resultados.
Ao sobrepor os resultados, as pastas T4 impressas usando estênceis nanorrevestidos atenderam aos critérios de qualidade de impressão em todos os ARs testados e tiveram um desempenho quase idêntico ao das pastas T5 em ARs de 0,63 ou mais. Além disso, mesmo quando um estêncil não revestido atendia ao padrão de referência, ele ainda apresentava cerca de duas vezes a variação de sua contraparte revestida.
Outra observação sobre a influência do nanorrevestimento no TE: Ele está proporcionando um aumento nas faixas baixas de AR, mas não nas mais altas. Isso significa que podemos esperar consistentemente mais pasta em nossas impressões de recursos finos, mantendo estáveis as impressões maiores.
Conclusão e recomendações
Embora os estênceis revestidos sejam mais caros, seu custo deve ser ponderado em relação aos benefícios que trazem ao processo de impressão, especialmente para aplicações de alto volume ou alta precisão. Ao reduzir as variações de impressão e melhorar o TE, os estênceis revestidos podem reduzir as taxas de defeitos e os custos de retrabalho. de experimento e execução, e Carlos Tafoya, diretor de suporte técnico da AIM, pela orientação e pela experiência.
Publicado originalmente na Circuits Assembly.