

Por Timothy O'Neill
Spasta mais antiga viscosidade e suas propriedades tixotrópicas influenciam seu desempenho em diferentes ambientes de produção.
A viscosidade é uma medida da resistência de um fluido ao fluxo. Pense nela como a "espessura" ou "finura" de um fluido. Um fluido que flui lentamente, como o melaço, tem alta viscosidade, enquanto um fluido que flui facilmente, como a água, tem baixa viscosidade.
Como referência, a Tabela 1 mostra as viscosidades típicas de vários líquidos.
| Material a 70°F | Viscosidade aproximada em centipose (cps) |
| Água | 1-5 cps |
| Sangue | 10-20 cps |
| Óleo de milho | 50-100 cps |
| Xarope de bordo | 150-200 cps |
| Glicerina | 1-2 kcps |
| Mel | 2-3 kcps |
| Melaço | 5-10 kcps |
| Ketchup | 50-70 kcps |
| Manteiga de amendoim | 500 kcps |
| Pasta de solda - nova | 500-700 kcps |
| Pasta de solda - antiga | 750-1.000 kcps |
| Gordura vegetal | 1.000 kcps |
| Calafetagem | 5.000 kcps |
| Massa de vidraceiro | 10.000 kcps |
A tixotropia é uma propriedade exclusiva de determinados fluidos não newtonianos. Ela descreve como a viscosidade de um fluido muda sob forças aplicadas, mas se recupera gradualmente quando a tensão é removida. (A diferença entre os fluidos newtonianos e os fluidos não newtonianos é que os primeiros mantêm uma viscosidade consistente independentemente das forças aplicadas).
A tinta de parede é um exemplo de fluido tixotrópico não newtoniano. A tinta se torna mais fina quando a força é aplicada durante a pincelada ou a passada do rolo para facilitar o fluxo e preencher imperfeições, mas rapidamente se torna mais espessa para evitar escorrimentos e gotejamentos quando a força é removida.
Nesse sentido, a impressão de pasta de solda é muito parecida com a pintura. A lâmina do rodo aplica uma força de cisalhamento ao rolar a solda pelo estêncil. Isso reduz temporariamente a viscosidade, permitindo que a pasta flua e preencha as aberturas do estêncil. Quando a força é removida, a pasta de solda fica mais espessa, mantendo o formato das aberturas depois que o estêncil é levantado.
Produção de alto volume: A necessidade de viscosidade consistente
Na produção de alto volume e alto rendimento, os processos de aplicação rápida exigem pastas de solda capazes de suportar altas velocidades de impressão e maior pressão do rodo. Isso cria forças de cisalhamento maiores na pasta, ajudando-a a fluir para as aberturas do estêncil, mas também exige que ela retorne rapidamente à sua espessura original.
Uma pasta muito espessa pode não se diluir adequadamente, levando a um preenchimento incompleto da abertura ou a requisitos excessivos de limpeza do estêncil. Por outro lado, uma pasta muito fina pode se espalhar ou cair, causando formação de pontes ou solda. Portanto, para linhas de alto volume, é ideal uma pasta de solda com viscosidade inicial equilibrada e comportamento tixotrópico responsivo.
Ambientes de alta mistura: Aproveitamento das propriedades tixotrópicas
Em ambientes de alta mistura, em que os layouts de PCB são diversos e as execuções de produção são mais curtas, a flexibilidade da pasta de solda se torna um fator fundamental. As propriedades tixotrópicas permitem que a pasta ajuste sua viscosidade com base nas forças de cisalhamento aplicadas durante a impressão. Essa adaptabilidade garante que a pasta tenha um bom desempenho em uma ampla gama de condições, desde aplicações de baixa velocidade e baixa pressão até cenários que exigem rápida deposição.
Nesses ambientes, a pasta de solda ideal tem propriedades tixotrópicas estáveis, oferecendo uma ampla janela de processo para acomodar diferentes velocidades de rodo, pressões e designs de estêncil sem comprometer a eficiência da transferência ou o rendimento da primeira passagem.
Exemplos
A Figura 1 ilustra a resposta de duas pastas de solda diferentes sob forças de cisalhamento. A pasta A tem uma viscosidade inicial mais alta que diminui mais significativamente sob tensão de cisalhamento. Esse comportamento sugere que, embora a pasta A possa ter um bom desempenho em condições específicas, sua janela de processo mais estreita pode limitar sua eficácia em vários cenários de produção.
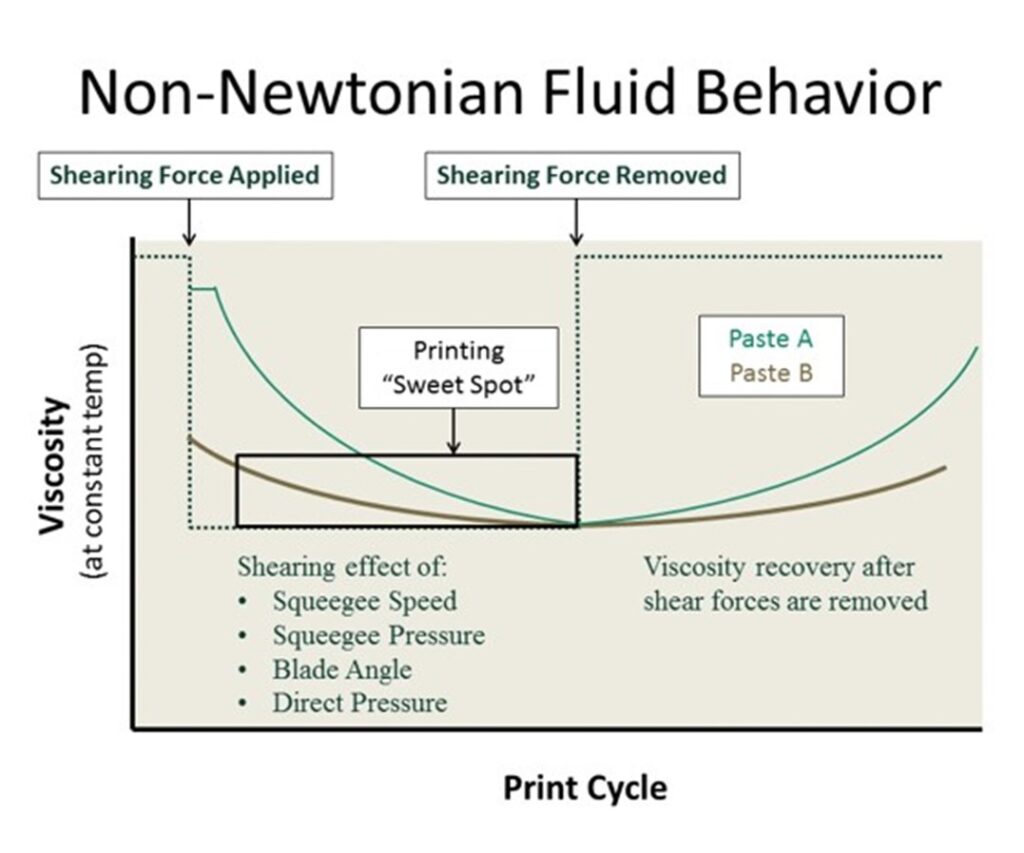
A pasta B tem uma viscosidade inicial mais baixa e um afinamento menos pronunciado sob forças de cisalhamento. Isso oferece um desempenho mais consistente em uma ampla gama de condições de impressão, o que geralmente é o mais desejado para as pastas de solda modernas.
Dicas práticas para gerenciar a viscosidade da pasta de solda
A seleção da pasta certa para o trabalho e o ajuste dos parâmetros do processo ajudam a obter os melhores resultados. Para isso, é necessário compreender as necessidades específicas de seu ambiente de produção e os recursos das pastas disponíveis.
- Não presuma que a baixa viscosidade inicial seja um indicador de má qualidade ou de queda. Muitas formulações mais recentes são "janela ampla" com propriedades tixotrópicas mais estáveis.
- As avaliações visuais da viscosidade são obsoletas. Se a viscosidade for usada como um procedimento de triagem de entrada, ela deverá ser medida em um viscosímetro e comparada com a especificação do fabricante.
- Reconsidere o uso de equipamentos de condicionamento/mistura de pasta. Essas máquinas geralmente giram ou oscilam a pasta de solda para afinar a pasta antes da impressão. As pastas podem não recuperar suas propriedades originais pretendidas após esse processo.
O futuro da pesquisa sobre pasta de solda
O foco de pesquisas futuras é o desenvolvimento de pastas de solda que sejam ainda mais adaptáveis às demandas em constante mudança da fabricação de produtos eletrônicos.
Essa pesquisa provavelmente se concentrará em várias áreas importantes:
- Aprimoramentos de engenharia: Desenvolvimento de pós de malha mais fina, bem como melhores técnicas de classificação de pó para facilitar componentes ultraminiaturais.
- Inovações metalúrgicas: O desenvolvimento de novos pós de liga de solda.
- Inovações em ciência de materiais: Desenvolvimento de produtos químicos de fluxo novos ou aprimorados e agentes tixotrópicos que oferecem maior controle sobre a viscosidade e o comportamento de recuperação.
- Técnicas avançadas de formulação: Aproveitando a nanotecnologia, os polímeros responsivos e a química avançada para criar pastas de solda que se ajustam dinamicamente em resposta às condições de fabricação.
- Estabilidade ambiental e operacional: Garantir que as novas formulações mantenham suas características de desempenho em uma ampla gama de condições ambientais e durante longos períodos de armazenamento.
Ao adotar os últimos avanços e se preparar para inovações futuras, os fabricantes podem continuar a enfrentar os desafios de um mercado em constante evolução.
Publicado originalmente em Montagem de circuitos.