

Von Timothy O'Neill und Karl Seelig
In dieser Studie wird die Leistung verschiedener Arten von konformen Beschichtungen bewertet, wenn nach dem Löten keine sauberen Flussmittelrückstände zurückbleiben.
Da die Nachfrage nach kleinerer, leistungsfähigerer Elektronik steigt, sehen sich Designer und Monteure mit neuen ökologischen Herausforderungen und unkonventionellen Anwendungen konfrontiert, die bisher nicht in Betracht gezogen wurden. Gleichzeitig ist die Verringerung der Umwelt- und Gesundheitsrisiken, die mit der Herstellung und Entsorgung von Elektronik verbunden sind, zu einer Priorität geworden, was zu einem Wandel bei den in der Produktion verwendeten Materialien und Verfahren geführt hat.
Der Bedarf an höherer Packungsdichte und Kostenreduzierung hat zur weit verbreiteten Einführung von bleifreien Gehäusen wie QFN, POP, LGA und Micro-BGA geführt. Diese Komponenten stellen eine große Herausforderung für die Reinigung dar, da Flussmittelrückstände oft unter den Gehäusen mit geringem Abstand eingeschlossen bleiben. Daher verlassen sich viele Hersteller jetzt auf No-Clean-Flussmittel, um nicht zu riskieren, dass ionische Verunreinigungen aus schwer zugänglichen Bereichen unvollständig entfernt werden.
Gleichzeitig hat die Notwendigkeit der Umweltbeständigkeit und der Vermeidung von Zinnwhiskern zu einem verstärkten Einsatz von konformen Beschichtungen geführt. Dies stellt eine kritische Herausforderung dar:
- Wie interagiert "no clean flux" mit konformen Beschichtungen?
- Können Beschichtungen zuverlässig auf Baugruppen haften und diese schützen, ohne dass saubere Flussmittelrückstände zurückbleiben?
Um diese Bedenken auszuräumen, hat sich das AIM-Forschungs- und Entwicklungsteam mit OEM-Elektronikherstellern und Anbietern von Schutzbeschichtungen zusammengetan, um die Leistung verschiedener Beschichtungstypen bei unterschiedlichen nicht-reinen Flussmittelrückständen zu bewerten. Diese Studie untersucht praktikable Flussmittel-/Beschichtungskombinationen und hilft den Herstellern, Leistung, Zuverlässigkeit und Kosten in Einklang zu bringen.
Der wachsende Einsatz von Conformal Coating
Konforme Beschichtungen werden zunehmend bei der Entwicklung und Herstellung von Leiterplatten verwendet, da elektronische Baugruppen in immer vielfältigeren und extremeren Umgebungen eingesetzt werden. Viele dieser Anwendungen wären noch vor wenigen Jahren als ungeeignet für die Elektronik angesehen worden. Zu den wichtigsten Vorteilen der konformen Beschichtung gehören:
- Schutz vor Umwelteinflüssen, wie Feuchtigkeit, Staub und Chemikalien.
- Verringerung der Bildung von Zinnwhiskern, einem kritischen Faktor bei bleifreien Baugruppen.
- Vermeidung von Kurzschlüssen aufgrund von Verunreinigungen.
Während die Anbieter von Schutzlacken eine Reinigung vor dem Auftragen empfehlen, entscheiden sich viele Hersteller dafür, direkt über keine sauberen Rückstände zu beschichten, um diese zu vermeiden:
- Hohe Reinigungskosten.
- Produktionsverzögerungen aufgrund von Reinigungsschritten.
- Das Risiko einer unvollständigen Flussmittelentfernung bei Komponenten mit geringem Abstand.
Das Aufbringen von Schutzlacken auf nicht entfernte, nicht saubere Flussmittelrückstände wirft jedoch Bedenken hinsichtlich Haftung, Zuverlässigkeit und langfristiger Leistung auf.
Überblick über die Studie und Testmethodik
Zielsetzungen
In dieser Studie wurde die Kompatibilität von konformen Beschichtungen ohne saubere Flussmittelrückstände durch die Bewertung der elektrischen Leistung, der Haftfestigkeit und der Umweltbeständigkeit untersucht. Um eine gründliche Bewertung zu gewährleisten, wurden die folgenden Industriestandards verwendet:
- IPC J-STD-004 - SIR-Prüfung (Oberflächenisolationswiderstand).
- IPC CC-830 - Leistungsqualifizierung von elektrischen Isoliermaterialien.
- ASTM D3359 - Klebebandtest.
Bei diesen Tests wurden die SIR-Werte, die Hafteigenschaften und die Umweltbeständigkeit der einzelnen Materialkombinationen gemessen. Die Ergebnisse wurden mit den vom Lieferanten zur Verfügung gestellten Basisdaten verglichen, um festzustellen, ob die Leistung durch die Kombination von Flussmittelrückständen mit konformen Beschichtungen verbessert oder verschlechtert wurde...
Bewertete Arten von konformalen Beschichtungen
Die folgenden fünf Klassen von konformen Beschichtungen wurden auf verschiedenen nicht sauberen Flussmittelrückständen getestet:
Acrylfarben
In Lösungsmitteln gelöste Thermoplaste
| Stärken | Schwachstellen |
| Lufttrocken | VOC-haltige Lösungsmittel |
| Einfache Nacharbeit mit Lösungsmitteln | Schlechte Lösungsmittelbeständigkeit |
| Gute Feuchtigkeitsbarriere | Entflammbar |
| Benutzerfreundlichkeit | Erweicht bei hoher Temperatur |
…
Urethane
Chemisch gehärtete vernetzte Polymere
| Stärken | Schwachstellen |
| Lösemittelbeständig | Einige enthalten VOCs |
| Feuchtigkeitsresistent | Nacharbeit |
| Abrasionsbeständig | Aushärtungsrate umweltabhängig |
| Dielektrische Eigenschaften | Risiken für die Gesundheit der Arbeitnehmer |
…
Silikone
Feuchtigkeitsgehärtete Beschichtungen
| Stärken | Schwachstellen |
| Feuchtigkeitsresistent | Abrasion |
| Feuchtigkeitsresistent | Kontamination am Arbeitsplatz |
| Flexibilität | |
| Temperaturtolerant |
…
Epoxide
Typischerweise zweikomponentige Systeme mit hoher chemischer Beständigkeit
| Stärken | Schwachstellen |
| Feuchtigkeitsresistent | Zweiteilig |
| Feuchtigkeitsresistent | Nacharbeit |
| Abrasionsbeständig | Lebensdauer des Topfes |
| Dielektrische Eigenschaften |
…
Acrylierte Urethane
UV-härtbare Urethan-Beschichtungen
| Stärken | Schwachstellen |
| Schützende Eigenschaften | Kapitalanlage |
| Durch Put | Nacharbeit |
| Auswirkungen auf die Umwelt | Beschattung |
| UV-Inspektion |
…
Ergebnisse und wichtige Erkenntnisse
Prüfung des Oberflächenisolationswiderstands (SIR)
Die Kriterien für das Bestehen/Nichtbestehen des SIR (IPC J-STD-004B §3.4.1.4.1) lauten wie folgt:
- Minimaler Isolationswiderstand: ≥100 MΩ.
- Keine elektrochemische Migration, die den Abstand zwischen den Leitern um >20% verringert.
- Keine Korrosion von Leitern.
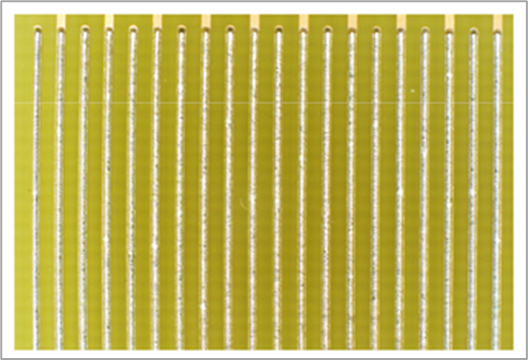
Zusammenfassung der Testergebnisse für alle getesteten Kombinationen:
- Alle Flussmittel/Beschichtungskombinationen übertrafen die SIR-Anforderungen.
- Es wurde keine Dendritenbildung beobachtet.
- Keine messbare Verringerung der Leiterabstände.
- Keine Verfärbung zwischen den Leitern
- Keine Wasserflecken vorhanden
- Kein Vorhandensein einer unterirdischen Migration
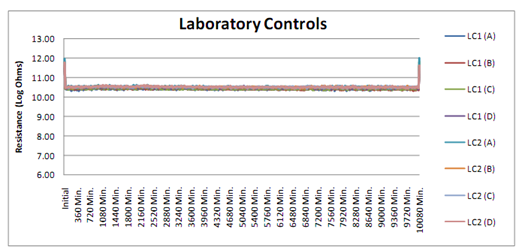
Die folgenden Diagramme zeigen Beispiele für typische SIR-Ergebnisse.
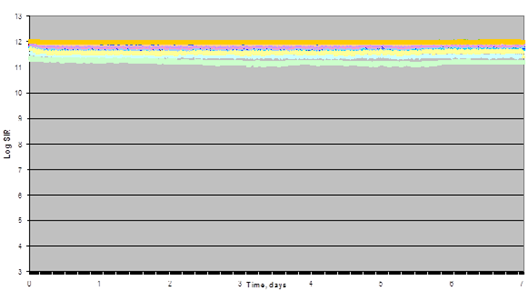
Schaubild 1. "L" UV-härtungsbeschichtet, "Paste 54" (Sn-Pb), "Kontrolle"
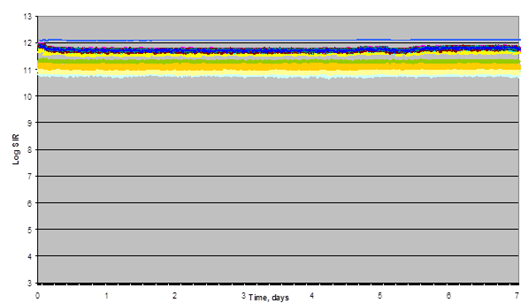
Schaubild 2. "H" UV-härtende Beschichtung, "Paste 54" (SAC305), Kontrolle
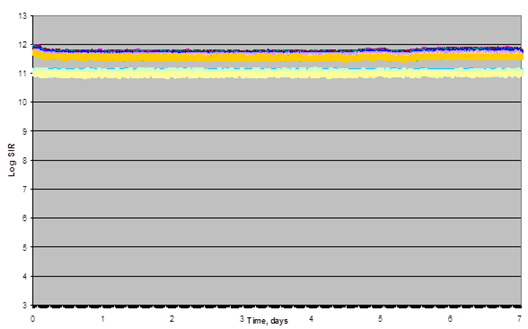
Schaubild 3. "H" UV-härtende Beschichtung, "Paste 54" (Sn-Pb), Kontrolle
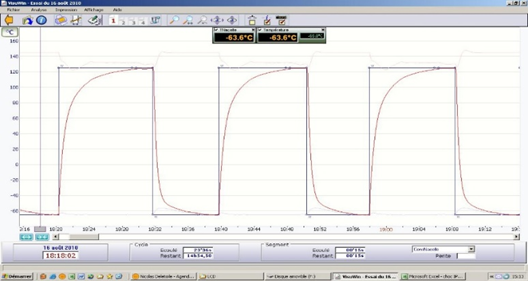
Thermoschock- und Adhäsionsprüfung
Um die Haltbarkeit von konformen Beschichtungen ohne saubere Flussmittelrückstände zu bewerten, wurden Temperaturschocktests mit Temperaturzyklen zwischen -60°C und +125°C durchgeführt. Ursprünglich wurde angenommen, dass Ausfälle durch die Erweichung der Flussmittelrückstände bei hohen Temperaturen verursacht werden könnten, was eine Bewegung zwischen der Beschichtung und der Leiterplatte ermöglicht. Weitere Untersuchungen ergaben jedoch einen anderen Versagensmodus - kohäsives Versagen innerhalb der Flussmittelrückstände selbst.
In diesen Fällen blieben die Flussmittelrückstände sowohl an der Leiterplatte als auch an der konformen Beschichtung fest haften, aber innerhalb der Rückstände bildeten sich Risse, die zu einer Delaminierung führten. Dieser Versagensmodus wurde bei allen Beschichtungen mit Ausnahme von Materialien auf Silikonbasis beobachtet, die intakt blieben. UV-gehärtete Schutzlacke zeigten die schlechteste Leistung mit weit verbreiteter Delaminierung, während Acryllacke auf Lösungsmittelbasis besser abschnitten, aber immer noch Anzeichen von Versagen aufwiesen. Die Ergebnisse deuten darauf hin, dass die Fähigkeit einer Beschichtung, mechanischen Belastungen standzuhalten, ein Schlüsselfaktor für die Vermeidung von Delaminationen ist.
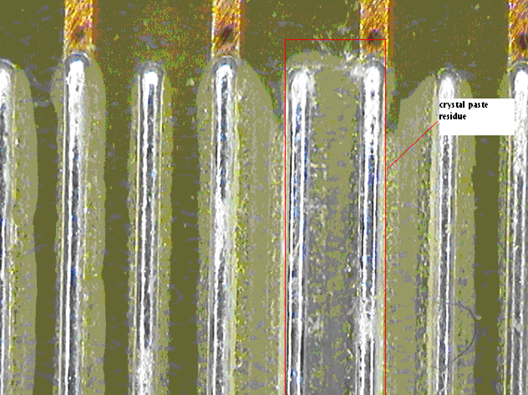
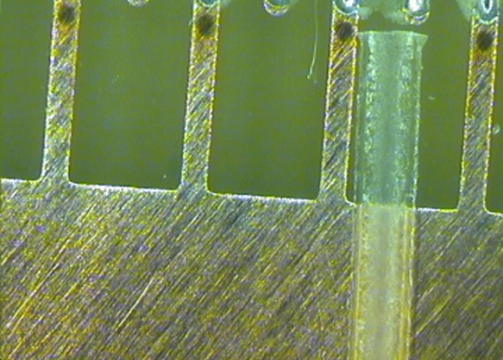
Fotobeweise von delaminierten Proben bestätigten das kohäsive Versagen innerhalb der Flussmittelrückstände und nicht die Ablösung von der Leiterplatte oder der Beschichtung. Abbildung 1 zeigt, wie das Flussmittel auch nach der Ablösung der Beschichtung an der Leiterplatte haften blieb.
Obwohl eine Delaminierung deutlich zu beobachten war, blieb unklar, ob eine delaminierte, aber zusammenhängende Schutzschicht noch einen angemessenen Schutz vor Umwelteinflüssen bieten kann. Weitere Studien wären erforderlich, um zu beurteilen, ob Beschichtungen, die sich ablösen, aber an Ort und Stelle bleiben, immer noch als wirksame Barrieren gegen Feuchtigkeit und Verunreinigungen wirken.
Die Rolle des Beschichtungsmoduls für die Leistung bei kalten Temperaturen
Weitere Analysen ergaben eine starke Korrelation zwischen dem Modul (Steifigkeit) einer Beschichtung und ihrer Leistung bei Kältezyklen.
Beschichtungen mit einem hohen Modul, wie z. B. UV-gehärtete Urethane, waren aufgrund der unterschiedlichen Wärmeausdehnungskoeffizienten (WAK) zwischen dem starren Flussmittelrückstand und dem Beschichtungsmaterial deutlich anfälliger für Delaminationen. Im Gegensatz dazu boten Beschichtungen mit einem niedrigen Modul, wie z. B. Materialien auf Silikonbasis, die notwendige Flexibilität, um Temperaturschwankungen auszugleichen, ohne Spannungsbrüche im Flussmittelrest zu verursachen.
Da Flussmittelrückstände von Lötpasten in der Regel auf Harzbasis bestehen, werden sie nach dem Reflow-Prozess steif. Wenn die Temperaturen sinken, werden diese Rückstände noch spröder, was sie anfälliger für Risse macht, wenn sie mit einer steifen Schutzschicht kombiniert werden.
Um diese Theorie zu testen, wurden verschiedene Flussmittel- und Beschichtungskombinationen untersucht, darunter ein UV-härtbares Urethan mit hohem Modul im Vergleich zu einem UV-härtbaren Silikon mit niedrigem Modul sowie eine Lötpaste auf Harzbasis mit einem harten Post-Reflow-Rückstand im Vergleich zu einer Paste mit einem weicheren, wachsartigen Rückstand. Die Ergebnisse bestätigten, dass eine Verringerung des Moduls der Beschichtung oder des Rückstandes die Delaminationsausfälle deutlich reduziert.
Weitere Beobachtungen zeigten, dass lösungsmittelbasierte Acrylbeschichtungen besser abschnitten als UV-gehärtete Urethane, was möglicherweise auf die Fähigkeit des Lösungsmittels zurückzuführen ist, eine engere Verbindung mit dem Rückstand zu ermöglichen. Diese engere Bindung scheint die negativen Auswirkungen der WAK-Fehlanpassung zu verringern und die Gesamthaftung zu verbessern.
Die aus diesen Tests gewonnenen Daten sind in Abbildung 2 und Tabelle 6 zusammengefasst, die zeigen, wie die verschiedenen Beschichtungen unter extremen thermischen Bedingungen abschnitten. Hinweis: Tg ist der Glasübergang, und ein höherer Tg-Wert bedeutet mehr Steifigkeit.
| UV-härtbare Urethan-Hybride | Tg | Einfügen A | Kleister B | Kleister C | Kommentar |
| A | 40 | 1 | 1 | 1 | Vollständige Delaminierung, die Kombination mit Paste C war die schlechteste |
| B | 25 | 3 | 1 | 4 | Delamination, aber nicht global |
| C | 3 | 4 | 3 | 4 | Benetzungsprobleme, leichte Delamination |
| D | -60 | 5 | 5 | 5 | Perfekt, keine Delamination |
Mindesttemperaturschwellenwert für nicht saubere Pasten
Ein zusätzlicher Test wurde durchgeführt, um die niedrigste Temperatur zu ermitteln, bei der eine harzbasierte No-Clean-Paste mit einer Acryl- oder Acrylat/Urethan-Beschichtung gepaart werden kann, bevor es zu einer Delaminierung kommt. Die Ergebnisse waren bei den verschiedenen Materialien uneinheitlich, aber keine der getesteten Flussmittel/Beschichtungskombinationen hielt 10 Zyklen lang mehr als -35 °C aus, bevor es zu einer Delaminierung kam.
Dies legt nahe, dass bei Anwendungen, die eine extreme Zuverlässigkeit bei kalten Temperaturen erfordern, Schutzschichten mit niedrigem Modul sorgfältig ausgewählt werden müssen, um mechanische Spannungsbrüche innerhalb der Flussmittelrückstände zu verhindern.
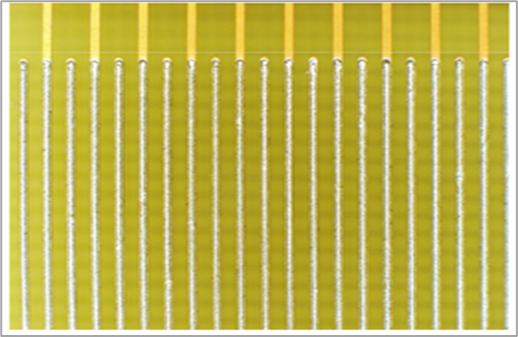
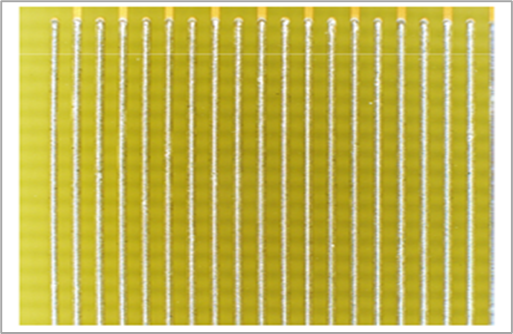
Abbildung 3 und Abbildung 4 veranschaulichen den Prüfaufbau. Abbildung 5 zeigt ein Beispiel für eine fehlgeschlagene Probe.
Interessanterweise kam es bei der Verwendung einer Stickstoff-Reflow-Lötpaste mit geringen/keinen Rückständen während des Thermoschocktests zu keiner Delamination. Dies deutet darauf hin, dass das Fehlen eines starren Flussmittelrückstandes den bei Lötpasten auf Harzbasis beobachteten primären Versagensmechanismus ausschaltet. Der Kontrast zwischen den Ergebnissen der herkömmlichen, nicht gereinigten Pasten und den Ergebnissen der rückstandsarmen/rückstandsfreien Lötpasten ist in Abbildung 6 und Abbildung 7 zu sehen.
Harte Flussmittelrückstände und Delamination der Urethanbeschichtung
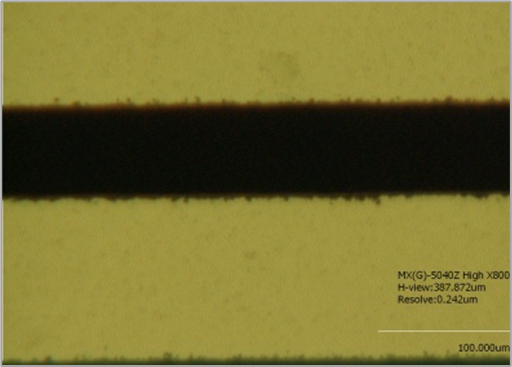
Zusätzliche visuelle Analysen von delaminierten Proben lieferten weitere Beweise für die Rolle, die Flussmittelrückstände beim Versagen der Beschichtung spielen. Eine Reihe von Bildern veranschaulicht die spezifische Wechselwirkung zwischen harten Flussmittelrückständen und Hochmodul-Urethanbeschichtungen und verdeutlicht die bei diesen Materialien beobachteten Riss- und Ablösungsprobleme:
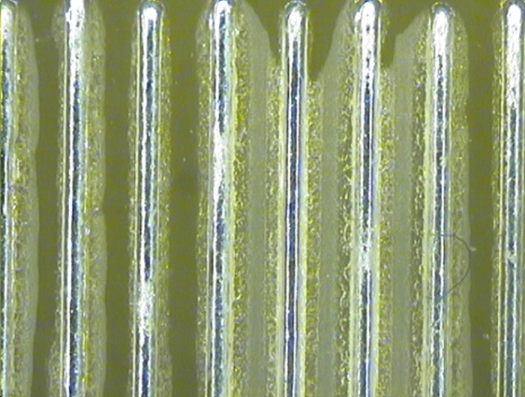
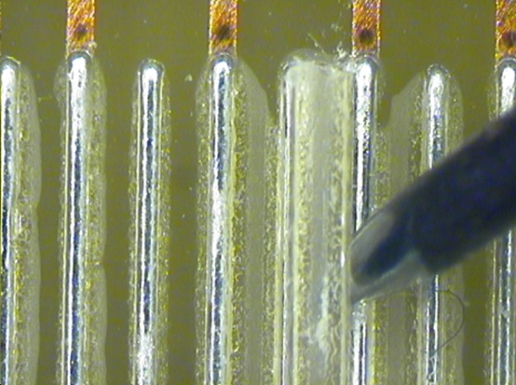
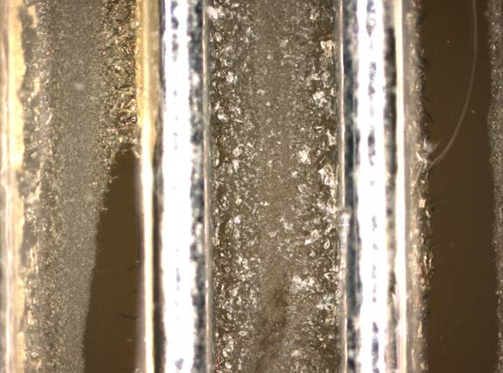

Diese Ergebnisse bekräftigen die Schlussfolgerung, dass Flussmittelrückstände mit hoher Steifigkeit nach dem Reflow-Prozess sehr bruchanfällig sind, wenn sie mit steifen konformen Beschichtungen kombiniert werden.
Feuchtigkeitsabsorption und elektrische Ausfälle
Konforme Beschichtungen bieten zwar Schutz vor Umwelteinflüssen, sind aber nicht hermetisch. Die Studie ergab, dass alle getesteten Beschichtungen einen unterschiedlichen Grad an Wasserdampfdurchlässigkeit aufwiesen, was ein kritischer Faktor für die langfristige elektrische Zuverlässigkeit sein kann.
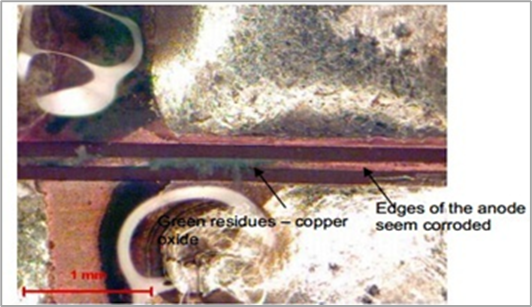
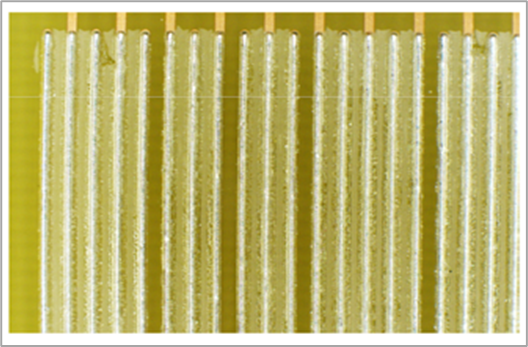
In Fällen, in denen weichere Flussmittelrückstände verwendet wurden, führte die Feuchtigkeitsaufnahme in den Rückständen zu Korrosion und Dendritenwachstum, was das Risiko elektrischer Ausfälle erheblich erhöhte. Die Prüfung des Oberflächenisolationswiderstands (SIR) bei 85°C/85% RH ergab, dass einige Materialsätze besonders anfällig für Dendritenbildung waren, während die bei 40°C/90% RH geprüften weniger Ausfälle aufwiesen.
Die während der SIR-Tests gesammelten Daten sind in Abbildung 13 zusammengefasst. Eine weitere Bestätigung für feuchtigkeitsbedingte Ausfälle ist in Abbildung 14 zu sehen, die die Entwicklung von Dendriten unter feuchten Testbedingungen zeigt.
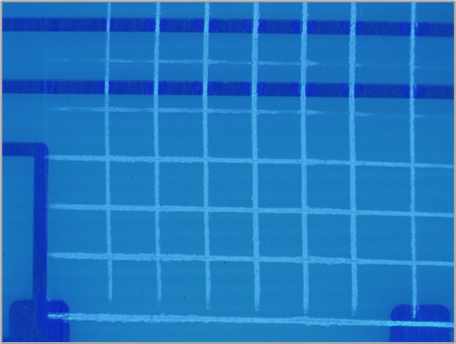
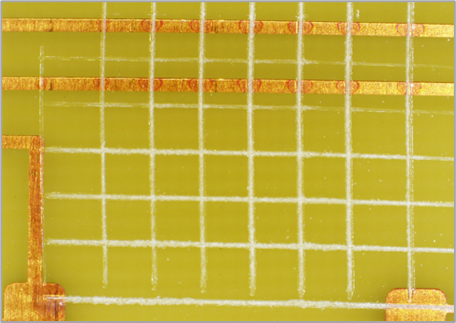
Haftfestigkeitsprüfung mittels Kreuzschraffur und Klebebandtest
Um die Leistung der Beschichtung weiter zu bewerten, wurde die Haftung mit einem Kreuzschraffurschnitt und einem Klebebandabzugstest unter Schwarzlicht- und Weißlichtbedingungen geprüft. Die Ergebnisse bestätigten, dass die meisten Beschichtungs-/Flux-Kombinationen eine akzeptable Haftung aufwiesen, wobei die Schwarzlichtprüfung in den meisten Fällen eine gleichmäßige Haftung ergab.
Die endgültigen Haftungsergebnisse sind in Abbildung 15 und Abbildung 16 dargestellt, die die ordnungsgemäße Haftung der Beschichtung an den getesteten Proben visuell bestätigen.
Schlussfolgerung und Auswirkungen auf die Industrie
Diese Studie repräsentiert Hunderte von Einzeltests, die durchgeführt wurden, um die Wechselwirkung zwischen konformen Beschichtungen und nicht sauberen Flussmittelrückständen zu bewerten.
Obwohl die möglichen Kombinationen von Beschichtungen und Rückständen zu zahlreich sind, um sie erschöpfend zu testen, wurden wichtige Erkenntnisse gewonnen, um den Herstellern, die diesen Ansatz in Erwägung ziehen, eine praktische Hilfestellung zu geben.
Wichtigste Erkenntnisse:
- Konforme Beschichtungen können erfolgreich über keine sauberen Flussmittelrückstände aufgetragen werden, aber Kompatibilitätstests sind unerlässlich.
- Weichere Beschichtungen (Silikone) widerstehen der Delamination am besten, während härtere Beschichtungen (UV-gehärtete Urethane) das Delaminationsrisiko bei kalten Temperaturen erhöhen.
- Die Eigenschaften von Flussmittelrückständen sind wichtig - weichere Rückstände verhindern Delamination, können aber die SIR-Leistung beeinträchtigen.
- Die Absorption von Feuchtigkeit ist nach wie vor eine Herausforderung, die das Risiko von dendritischem Wachstum und elektrischen Ausfällen erhöht.
- Die Verlagerung hin zu No-Clean-Prozessen wird sich fortsetzen, zumal die RoHS-Ausnahmen auslaufen und die Eindämmung von Zinnwhiskern weiterhin Priorität hat.
Letzter Gedanke
Da elektronische Baugruppen immer komplexer werden, wird die Fähigkeit, effektiv und ohne saubere Flussmittelrückstände zu beschichten, für die Zuverlässigkeit und Kostenkontrolle immer wichtiger. Das Verständnis des Zusammenspiels zwischen Beschichtungen, Flussmittelrückständen und Umweltfaktoren ist für den langfristigen Erfolg bei unternehmenskritischen Anwendungen unerlässlich.