

von Timothy O'Neill
In einer kürzlich durchgeführten Studie zur Optimierung der Lotpastenübertragungseffizienz wurden in der Anfangsphase werkseitig beschichtete Schablonen verwendet, um die Auswirkungen der Größe des Lotlegierungspulvers auf die Druckleistung zu isolieren und zu verstehen. Dieser Ansatz gewährleistete präzise Daten durch Minimierung der schablonenbedingten Schwankungen.
Unsere Folgestudie untersucht die Auswirkungen der Verwendung unbeschichteter Schablonen, die in vielen Produktionsbereichen eingesetzt werden.
Überblick über Schablonentechnologien
Werkseitig aufgebrachte nanobeschichtete Schablonen sollen die Freisetzung von Lotpaste verbessern, während unbeschichtete Schablonen aufgrund ihrer Kosteneffizienz immer noch weit verbreitet sind. Die Wahl zwischen diesen Schablonen kann eine wichtige Rolle bei der Bestimmung der Qualität und Effizienz des Lotpastenauftrags spielen.
Prüfmethodik
Unser hauseigenes Anwendungslabor führte umfangreiche Tests durch, um die Leistungen von beschichteten und unbeschichteten Schablonen zu vergleichen. Wir wiesen unseren Schablonenlieferanten an, Schablonen mit und ohne Nanobeschichtung zu liefern und dabei dieselben Materialien, Maschinen und Bediener zu verwenden. Durch die Verwendung einer kontrollierten Umgebung, derselben Techniker und einheitlicher Ausrüstung wollten wir andere Variablen als die Schablonenbeschichtung und den Pastentyp minimieren. Bei den Tests wurden T4- und T5-Lotpasten verwendet und ihre Wechselwirkungen mit beiden Schablonentypen bei verschiedenen Öffnungsverhältnissen untersucht.
Kriterien für die Druckqualität
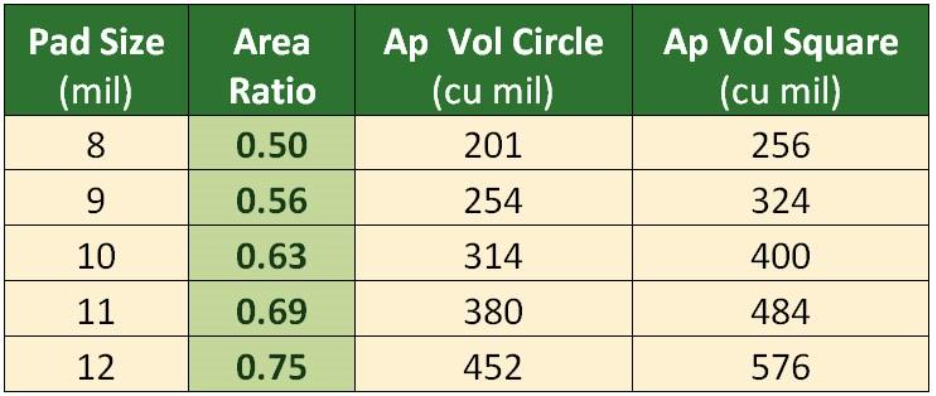
Zur Bewertung der Druckqualität wurden zwei Schlüsselkennzahlen verwendet: Transfereffizienz (TE) und Variationskoeffizient (CV). Ein robuster Druckprozess ist definiert durch eine TE von mindestens 80% und einen CV von 10% oder weniger. Diese Maßstäbe tragen dazu bei, Konsistenz und Zuverlässigkeit beim Auftragen von Lotpaste zu gewährleisten. Wir haben uns auf Druckmerkmale mit Flächenverhältnissen (AR) von 0,50 bis 0,75 konzentriert, d. h. bei Verwendung einer 4mil (100μm) Folie haben wir Merkmalgrößen von 8 bis 12mils (200 - 300µm) betrachtet. Die Flächenverhältnisse und theoretischen Aperturvolumina (in Kubikmillimeter) sind in Tabelle 1 aufgeführt.
Einfluss von Pad-Definitionen
Sowohl in der ursprünglichen als auch in der ergänzenden Studie wurde festgestellt, dass die Definition der Pads einen signifikanten Einfluss auf die Druckqualität hat. Lötstoppmasken-definierte Pads (SMD) zeigten geringere Ablagerungsschwankungen bei geringerem Gesamtvolumen, während nicht-lötstoppmasken-definierte Pads (NSMD) größere Ablagerungsschwankungen, aber ein größeres Volumen aufwiesen. Beim Drucken von feinen Merkmalen auf 0201- oder 01005-Chips, LGAs, BTCs oder anderen bleifreien Gehäusen ist die Begrenzung der Pastenabscheidung von größerer Bedeutung als die Anwendung eines höheren Pastenvolumens. Das Design der Schablonenöffnungen kann geändert werden, um das Ablagerungsvolumen zu erhöhen, wohingegen ungleichmäßige Ablagerungen eine unkontrollierte Belastung darstellen.
Abbildung 1 veranschaulicht die Auswirkungen von SMD- und NSMD-Pads.
Für diese Studie haben wir uns aus Gründen der Konsistenz für die Verwendung von SMD-Pads entschieden, um die Ergebnisse im besten Fall zu beobachten.
Ergebnisse und Analyse
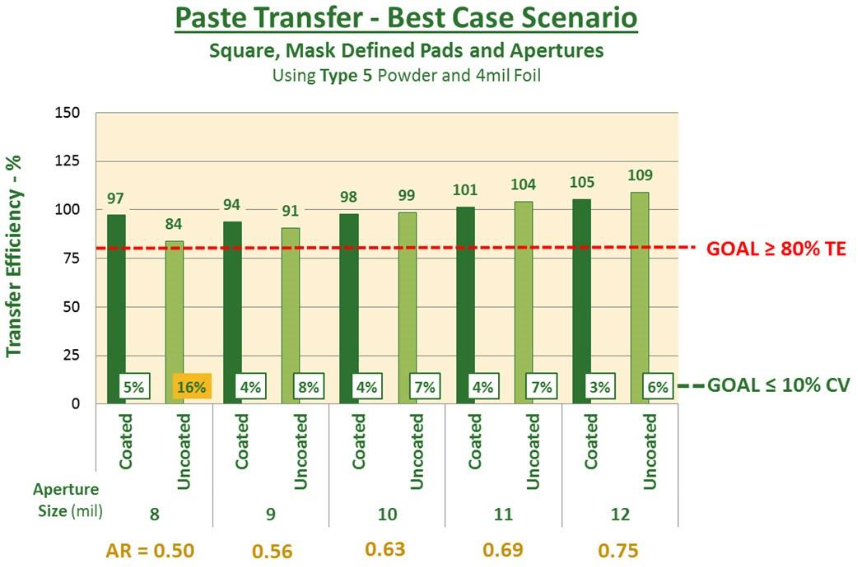
Unsere Ergebnisse zeigten deutliche Unterschiede zwischen beschichteten und unbeschichteten Schablonen hinsichtlich ihrer Fähigkeit, die gewünschten TE- und CV-Benchmarks zu erreichen. Beschichtete Schablonen erreichten im Allgemeinen einen höheren TE über einen breiteren Bereich von Aperturverhältnissen. In ähnlicher Weise wurde der Einfluss der Lötpastentypen (T4 vs. T5) ausgewertet, wobei sich herausstellte, dass beschichtete Schablonen in Verbindung mit T4-Paste die beste Kombination zur Erzielung eines hohen TE und eines niedrigen CV darstellen, wie in Abbildung 2 und Abbildung 3 dargestellt.
Vergleich der CV-Ergebnisse
Wenn wir T4-Paste verwenden, können wir das Ziel eines CV von 10% oder weniger bei einer AR von 0,50 mit einer beschichteten Schablone erreichen. Mit einer unbeschichteten Schablone können wir unser Ziel jedoch erst bei einer AR von 0,63 erreichen. T5-Lotpaste war bei einer AR von 0,50 mit einer beschichteten Schablone erfolgreich, aber erst bei einer AR von 0,56 mit einer unbeschichteten Schablone. Unabhängig davon, ob T4- oder T5-Paste verwendet wird, führt eine beschichtete Schablone zu besseren CV-Ergebnissen.
Vergleich der TE-Ergebnisse
Mit einer unbeschichteten Schablone erreichte die Paste des Typs 4 weder den TE-Grenzwert von 80% noch den CV-Grenzwert von 10% bei ARs von 0,50. Bei einer AR von 0,56 erreichte sie den TE-Benchmark nur knapp, aber mit einem unannehmbar hohen CV. Der Typ 5 erfüllte die TE-Kriterien ≥ 80% bei allen ARs auf beiden Schablonen, verfehlte aber den CV-Benchmark bei 0,50 ohne die Hilfe der Nanobeschichtung. Auch hier wurden mit einer beschichteten Schablone bessere Ergebnisse erzielt, unabhängig davon, ob T4- oder T5-Paste verwendet wurde.
Bei der Überlagerung der Ergebnisse erfüllten T4-Pasten, die mit nanobeschichteten Schablonen gedruckt wurden, die Kriterien für die Druckqualität bei allen getesteten ARs und schnitten bei ARs von 0,63 und mehr fast identisch mit T5-Pasten ab. Selbst wenn eine unbeschichtete Schablone die Benchmark erfüllte, wies sie immer noch eine doppelt so große Abweichung auf wie ihr beschichtetes Gegenstück.
Eine weitere Beobachtung zum Einfluss der Nanobeschichtung auf die TE: In den niedrigen AR-Bereichen bringt sie einen Schub, in den höheren jedoch nicht. Das bedeutet, dass wir durchweg mehr Paste auf unseren feinen Merkmalen erwarten können, während unsere größeren Drucke stabil bleiben.
Schlussfolgerung und Empfehlungen
Beschichtete Schablonen sind zwar teurer, aber ihre Kosten müssen gegen die Vorteile abgewogen werden, die sie für den Druckprozess mit sich bringen, insbesondere bei hohen Stückzahlen oder hochpräzisen Anwendungen. Durch die Verringerung von Druckabweichungen und die Verbesserung der TE können beschichtete Schablonen zu niedrigeren Fehlerquoten und geringeren Nacharbeitskosten führen. von Experimenten und Ausführung und Carlos Tafoya, AIM Technical Support Director, für die Beratung und das Fachwissen.
Ursprünglich veröffentlicht in Circuits Assembly.